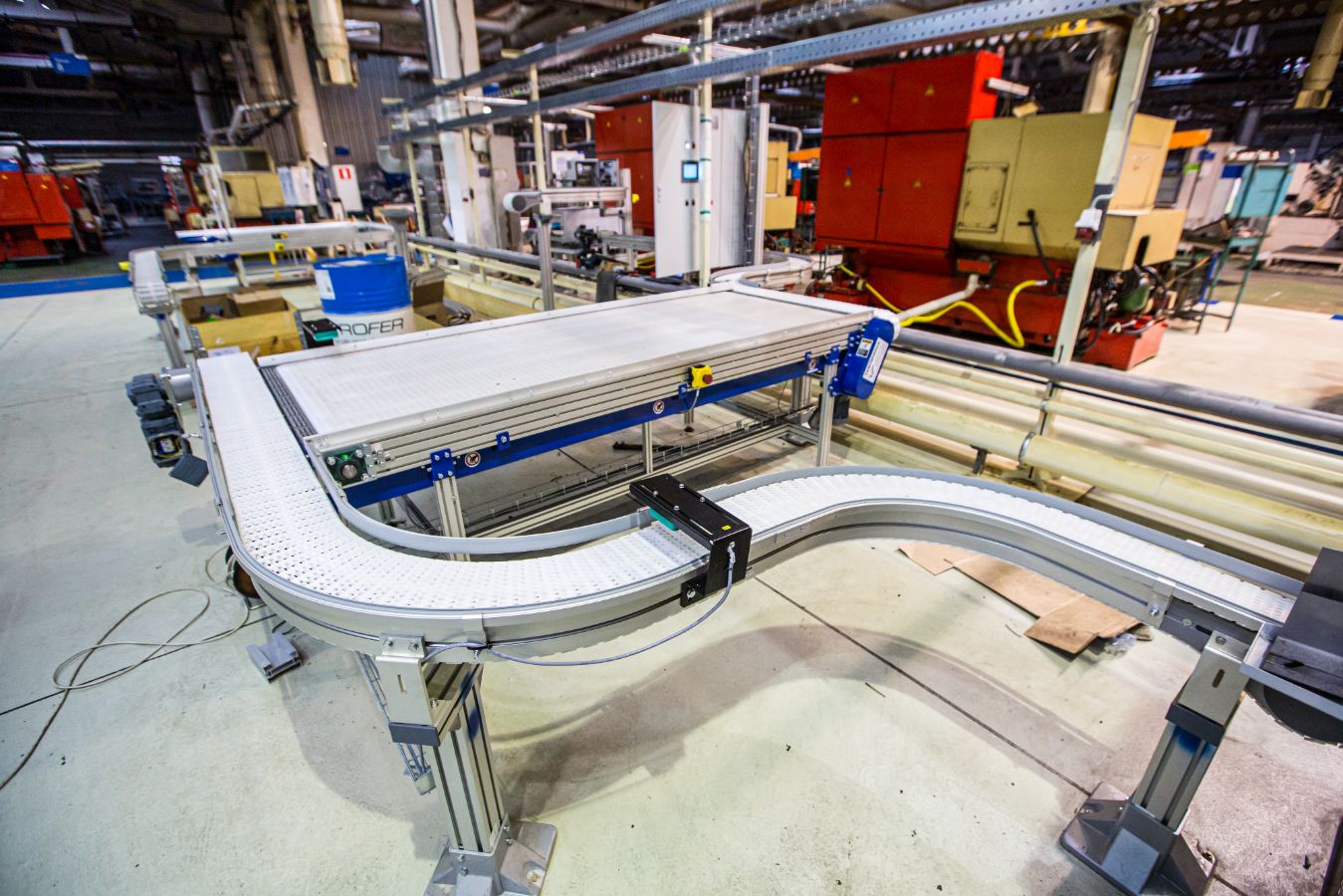
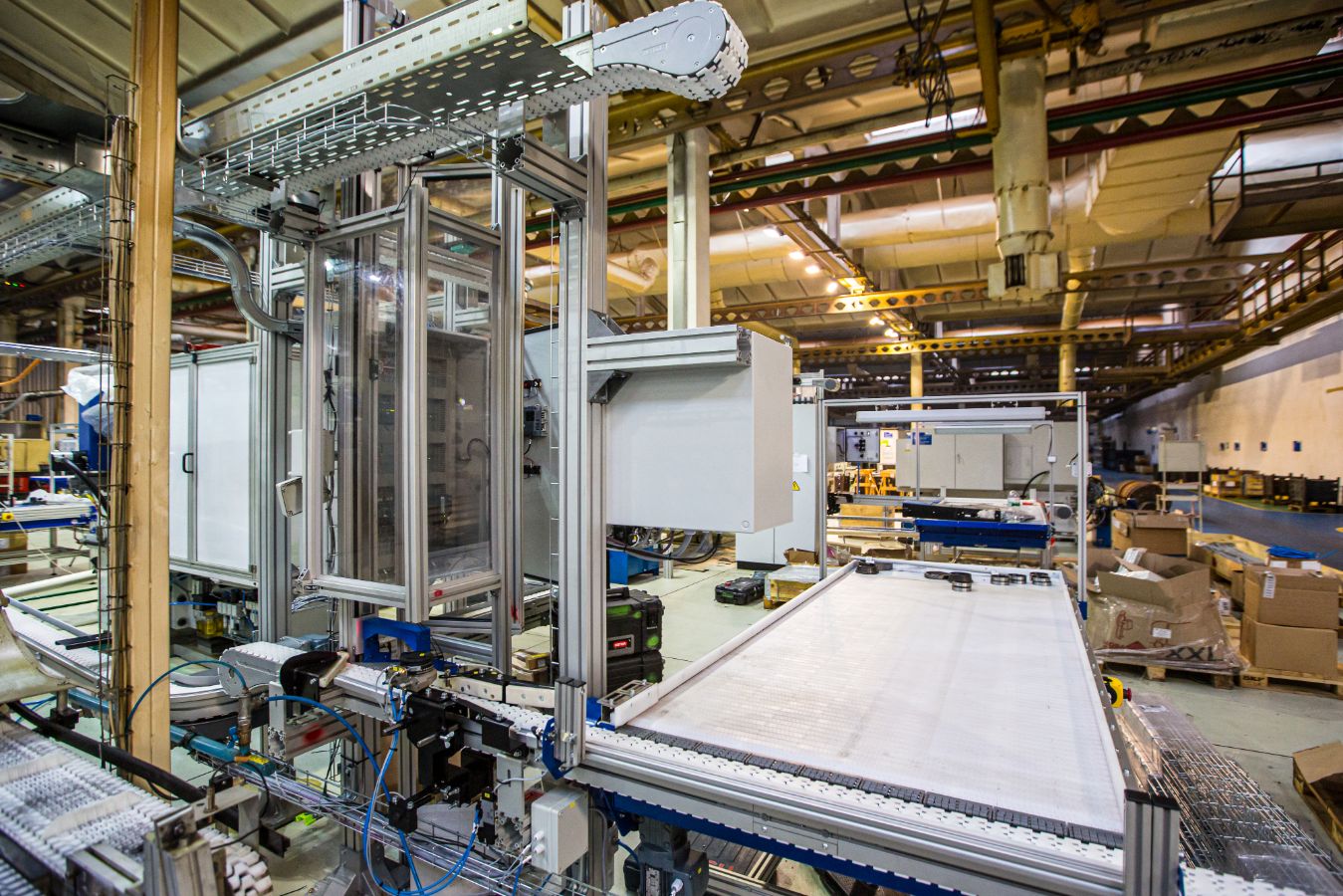
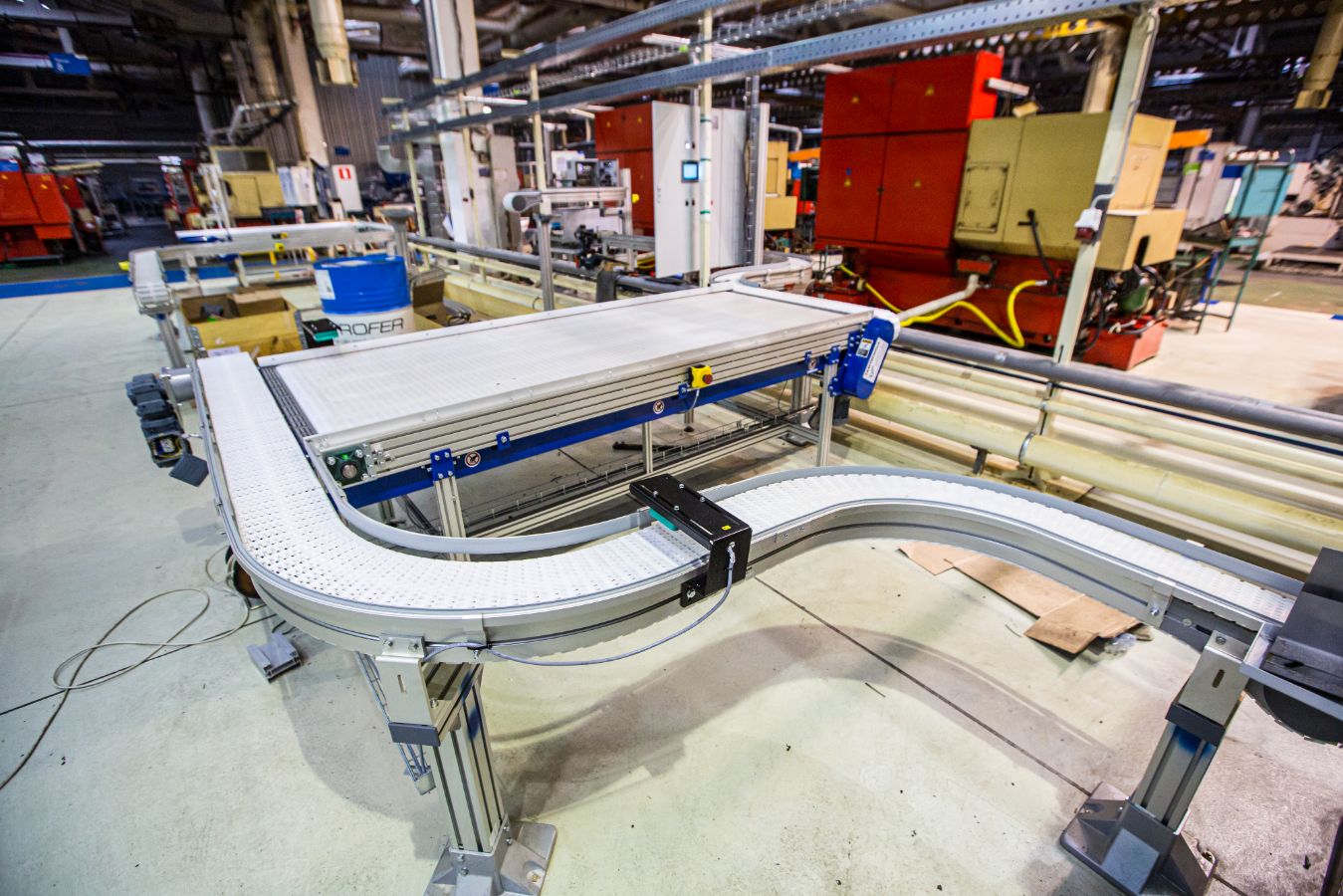
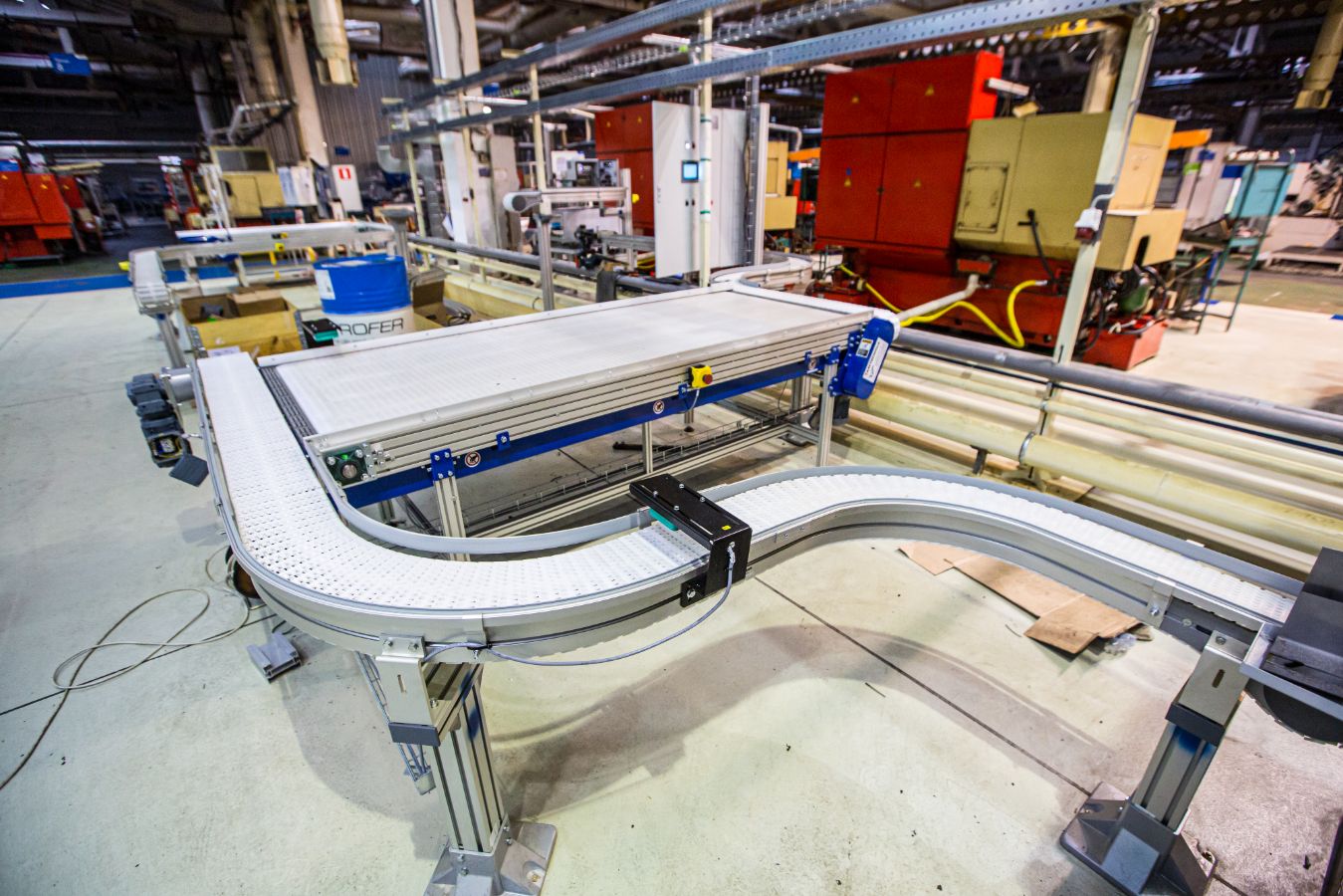
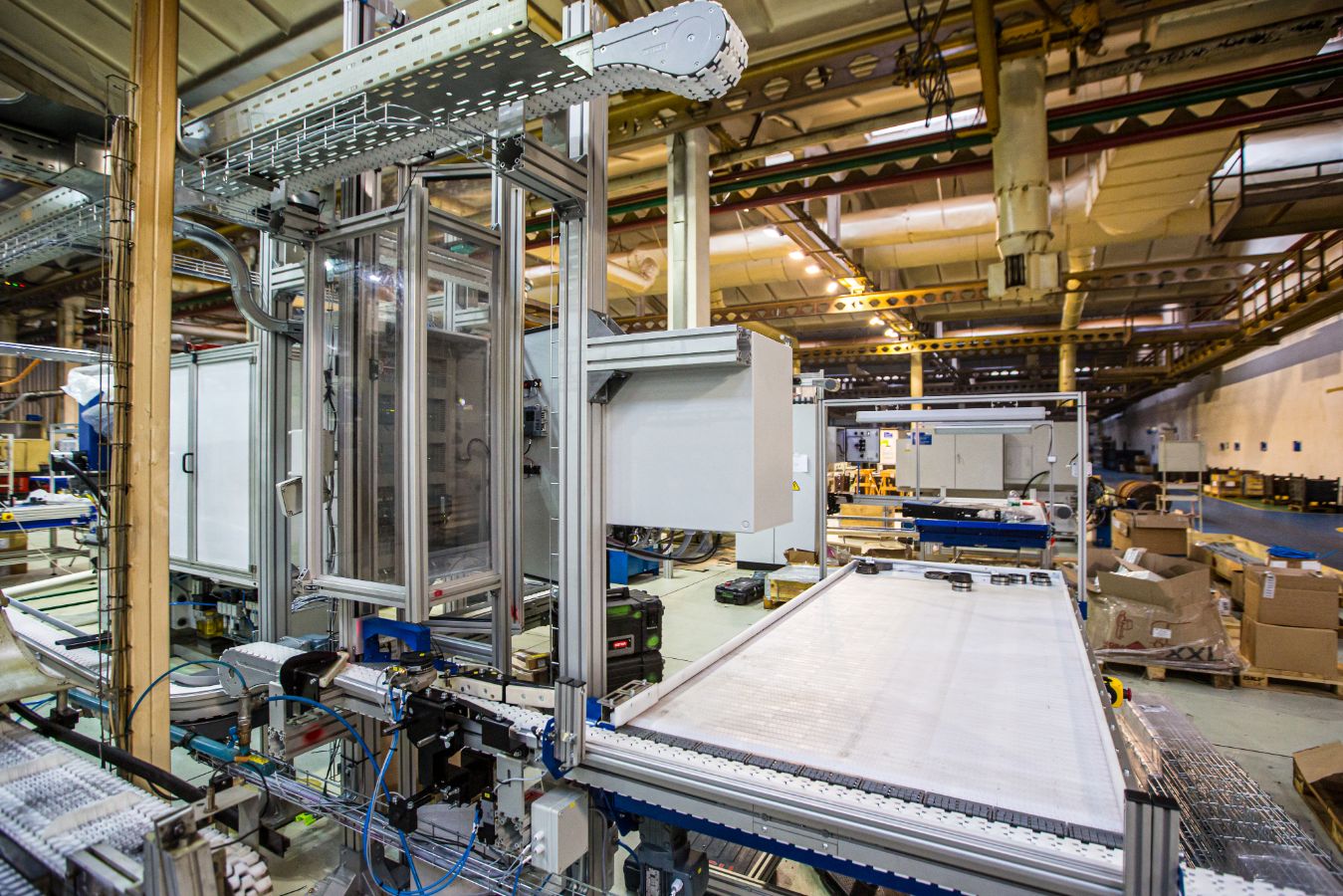
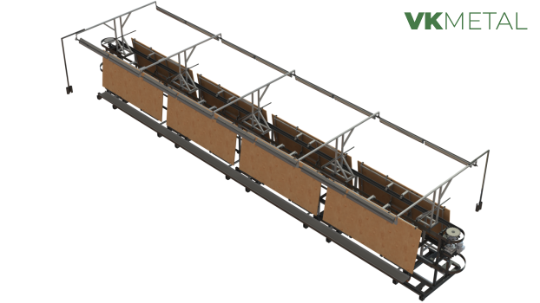
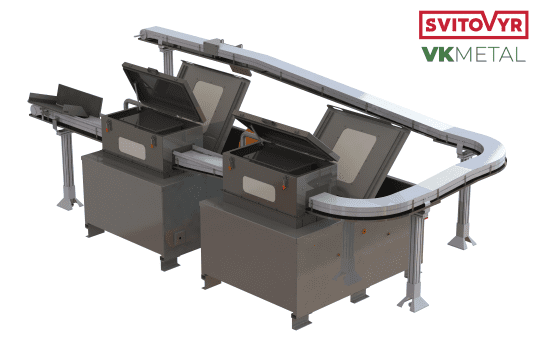
For the SKF bearing plant, design, programming, commissioning and installation of 4 conveyor systems were performed. Our task was to create a project, select equipment, manufacture control panels and mechanical elements, programming, installation, and commissioning.
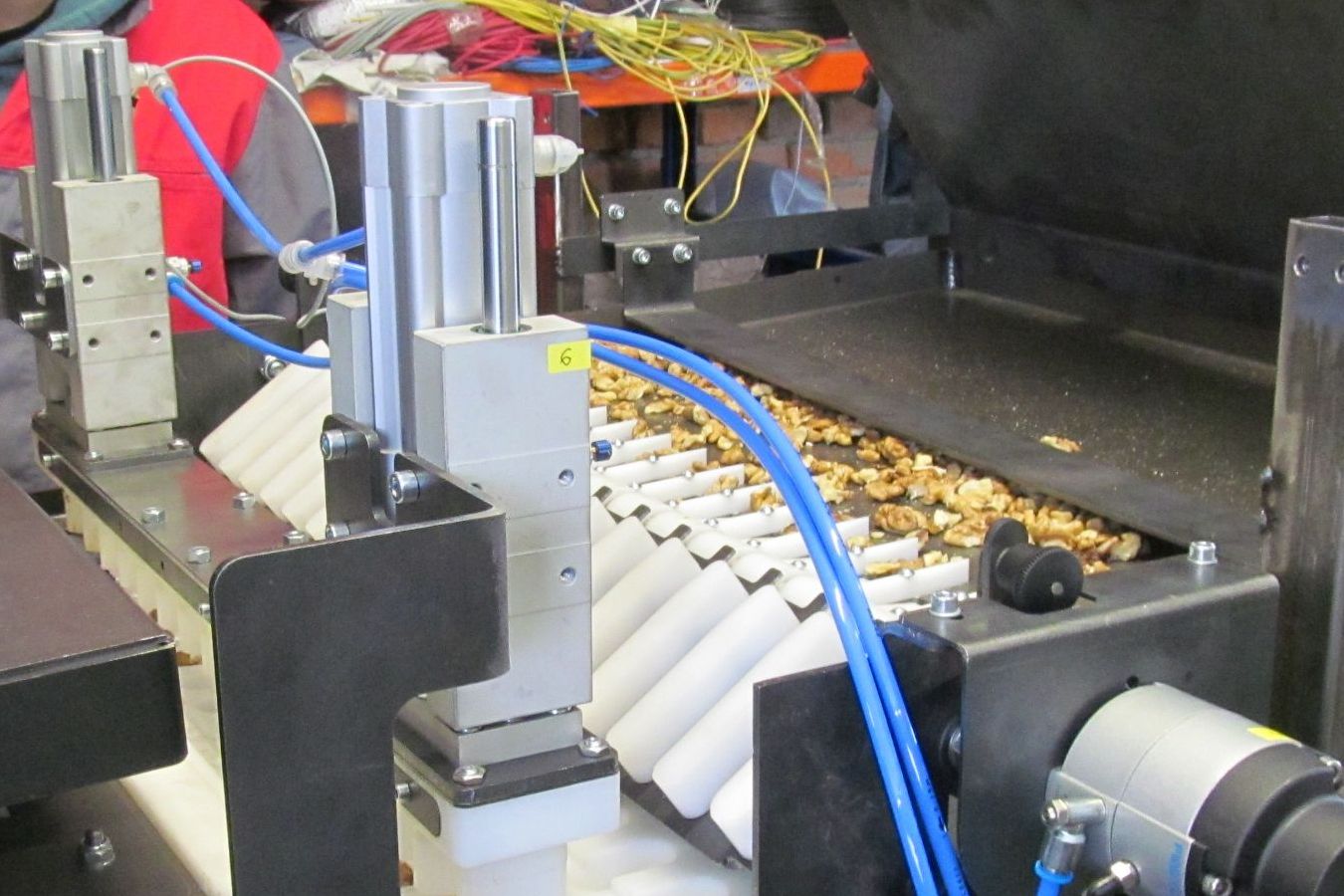
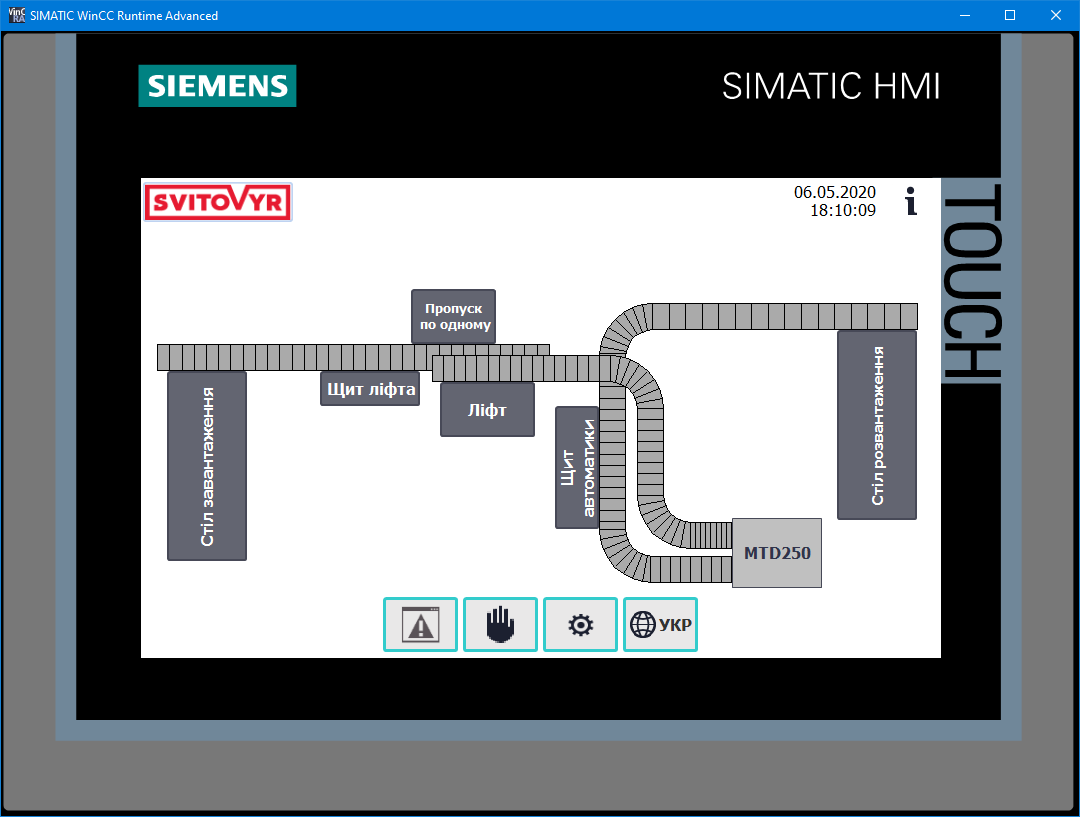
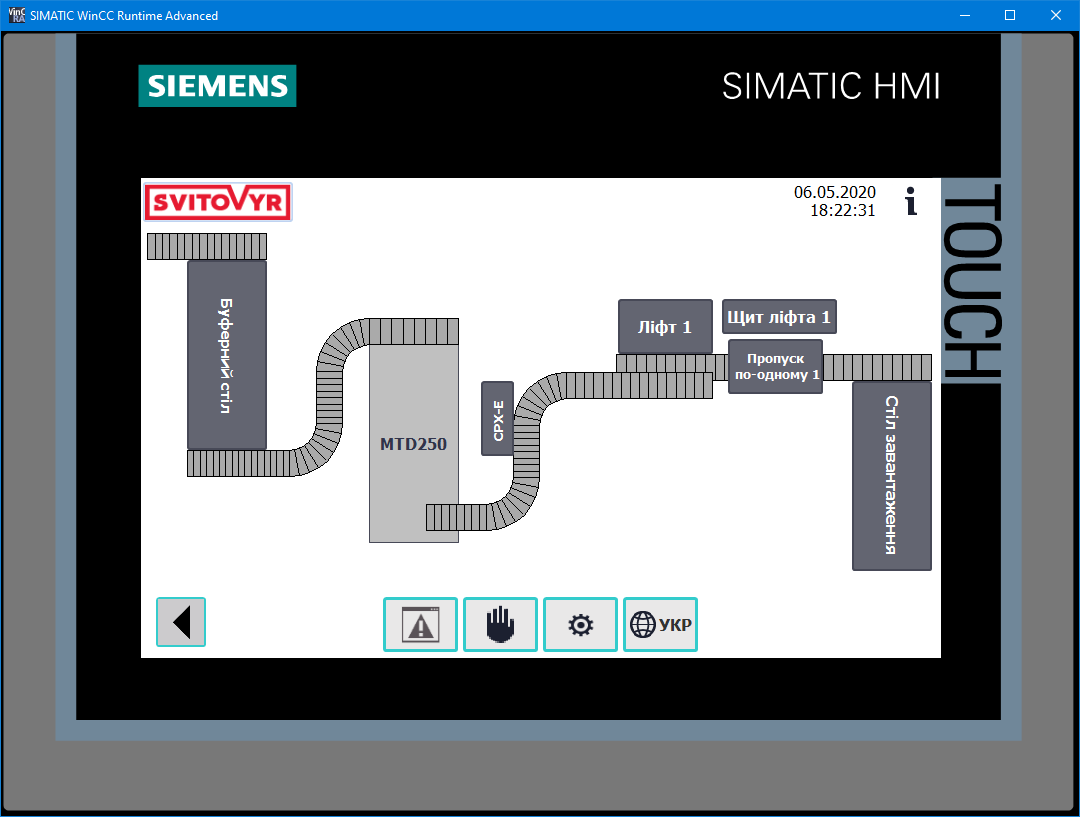
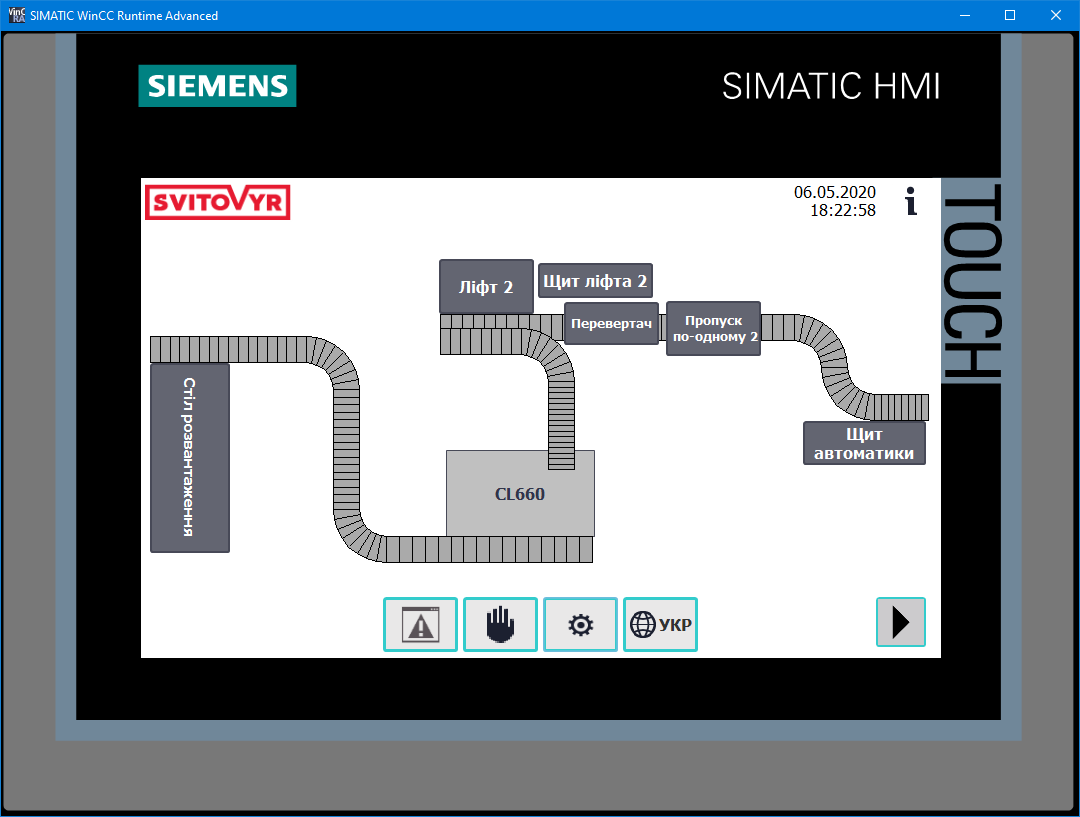
The project is interesting because it combined work on electrical parts with the development of pneumatic and mechanical systems. The difficulty was that the loading and unloading of products into the machine took place at different levels, so two-level conveyors were used.
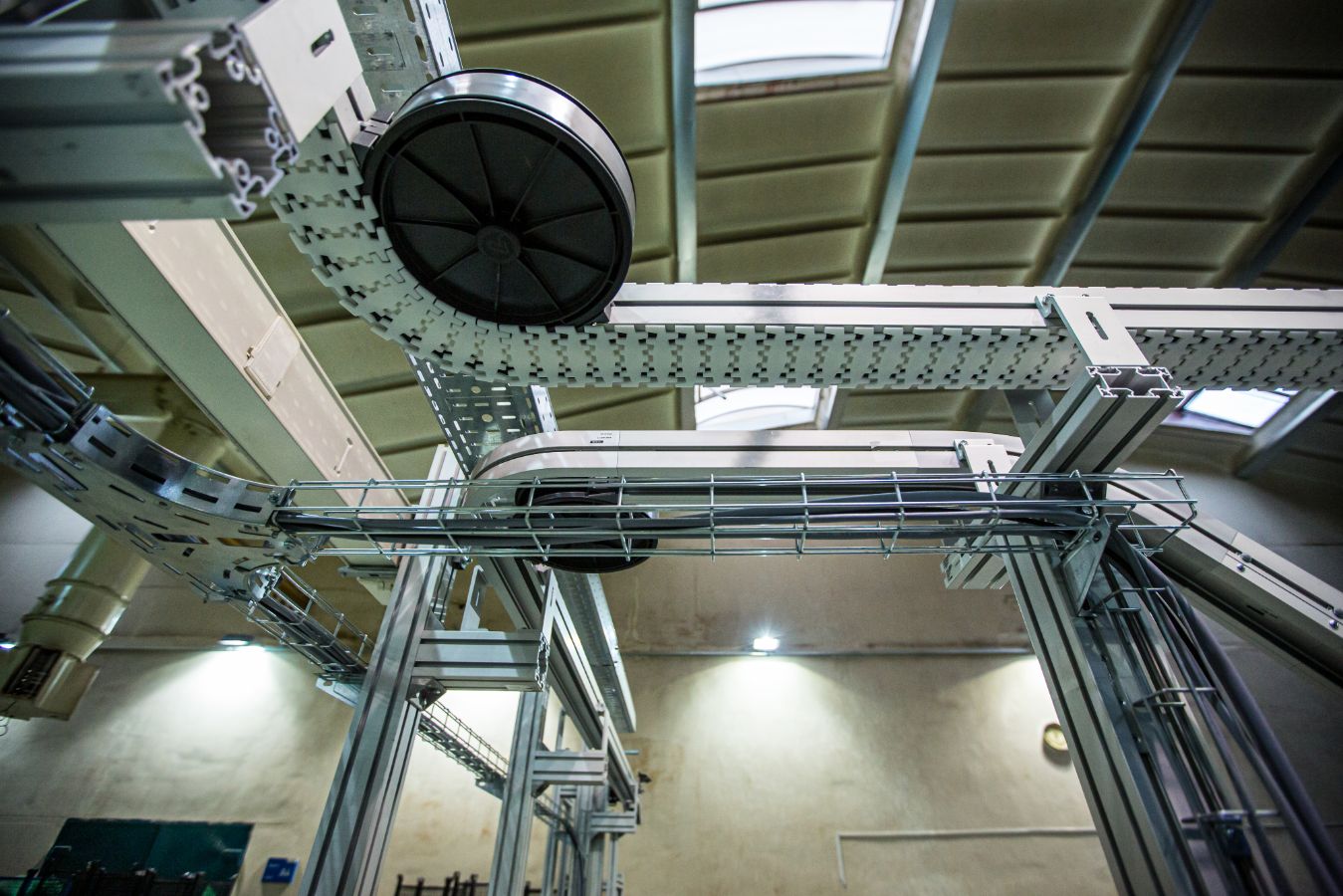
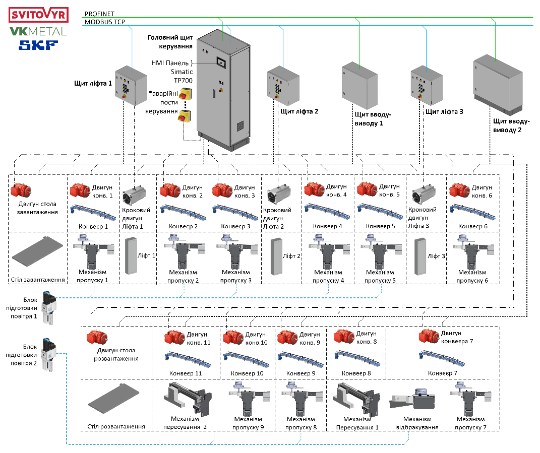
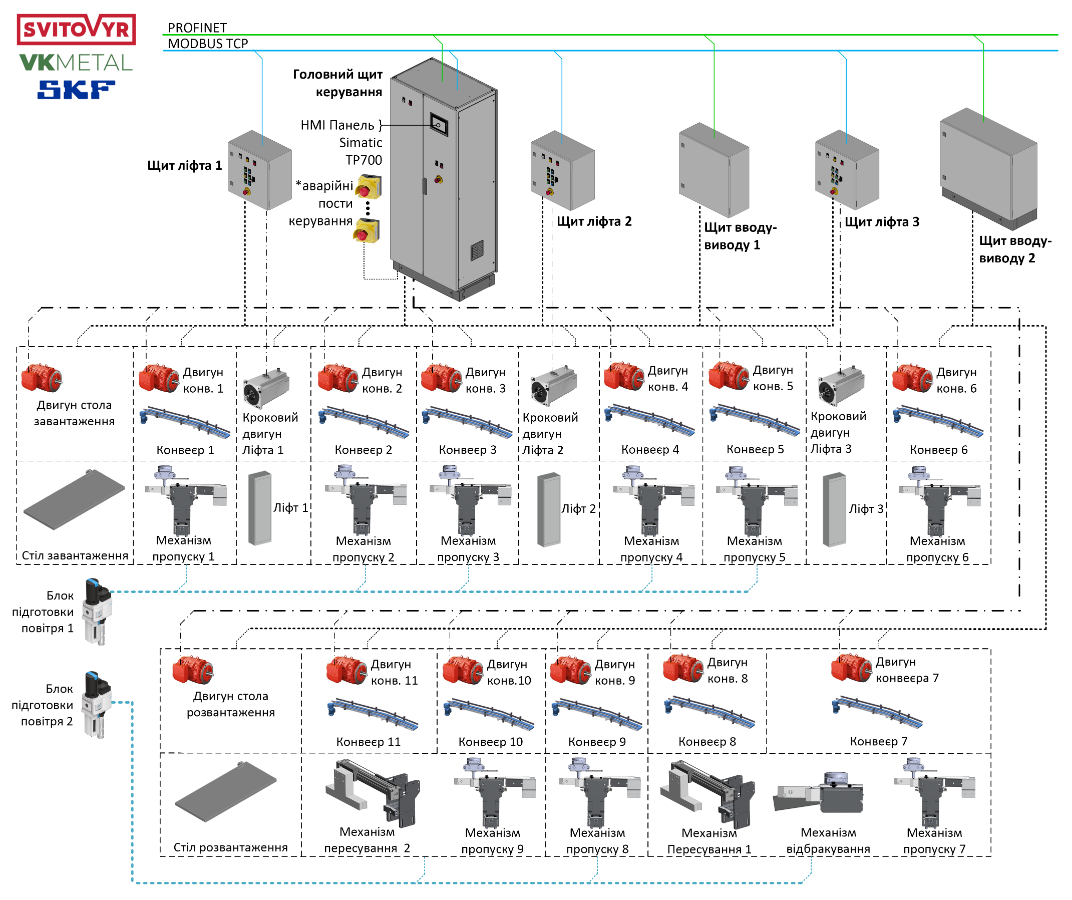
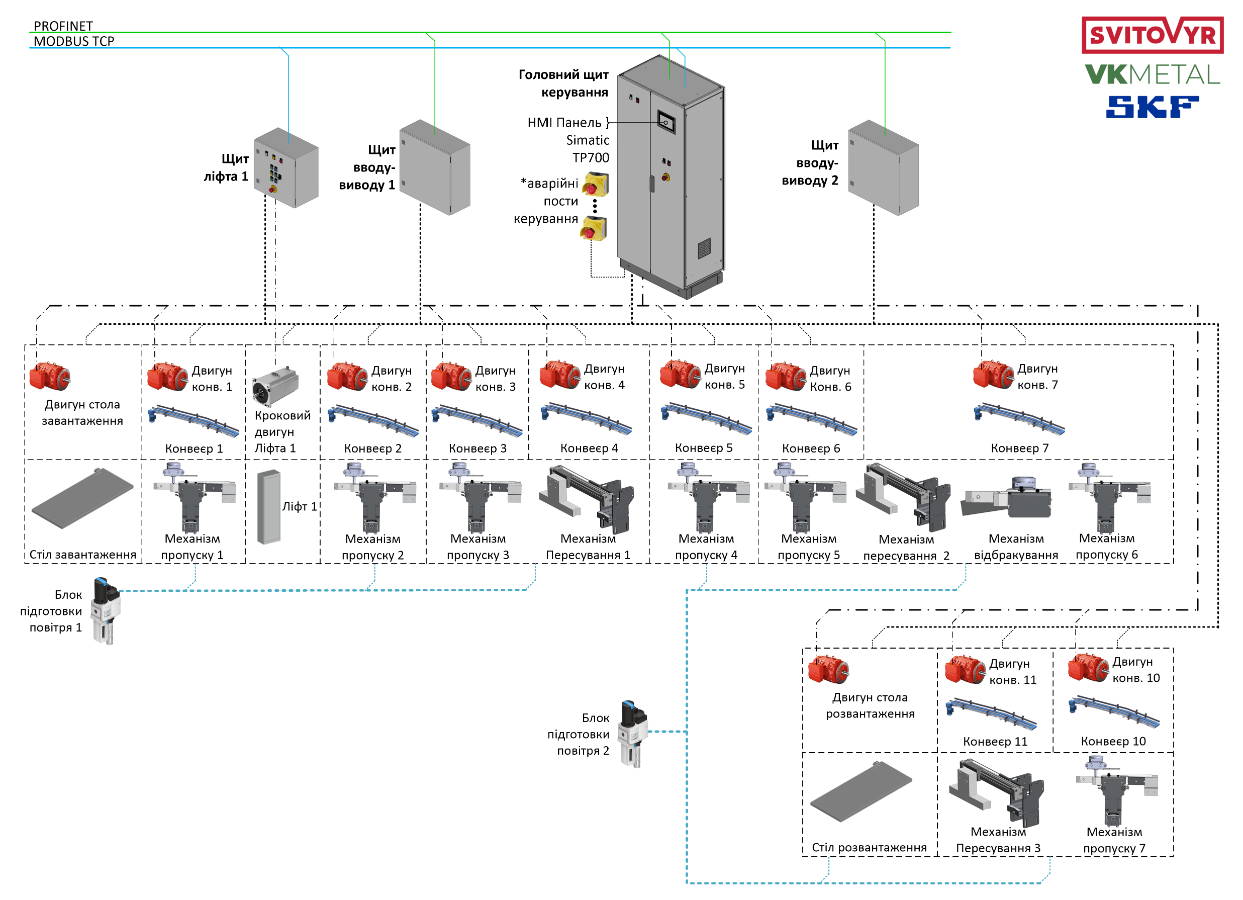
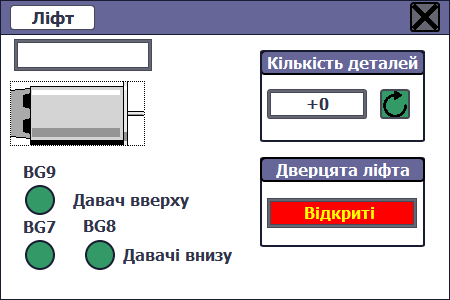
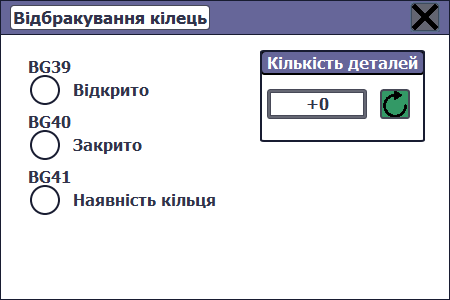
Elevators are used to move products between them, which are driven by stepper motors. Due to the large number of sensors in the systems, remote information collection modules were used.
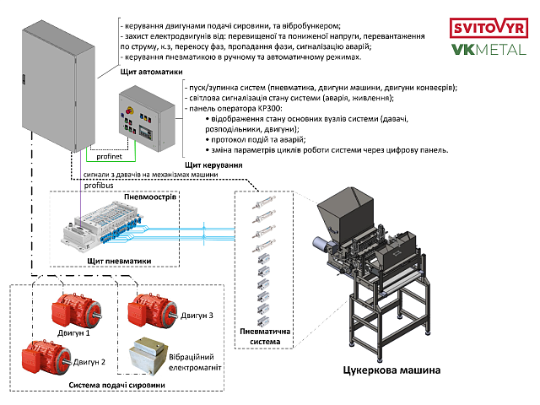
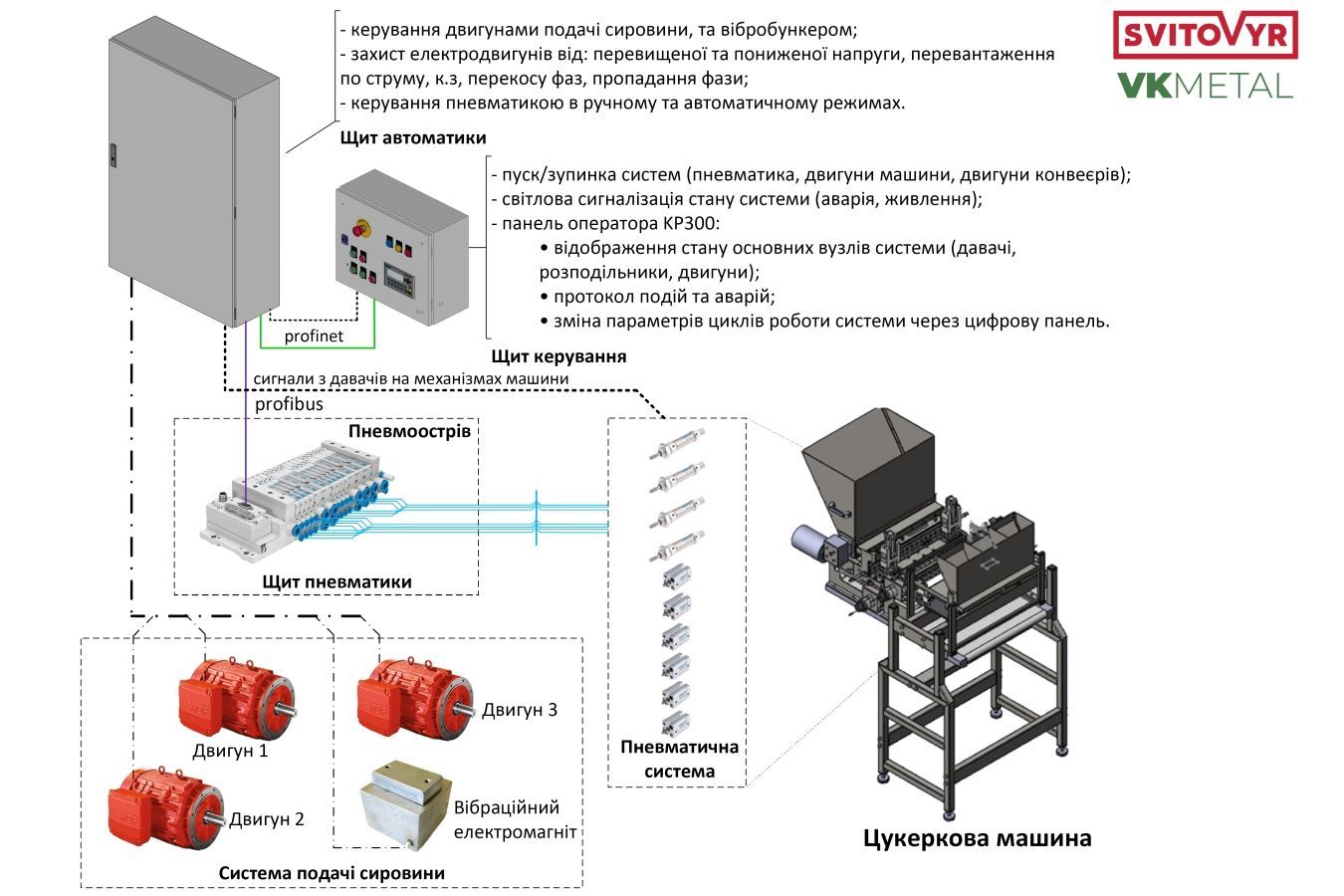
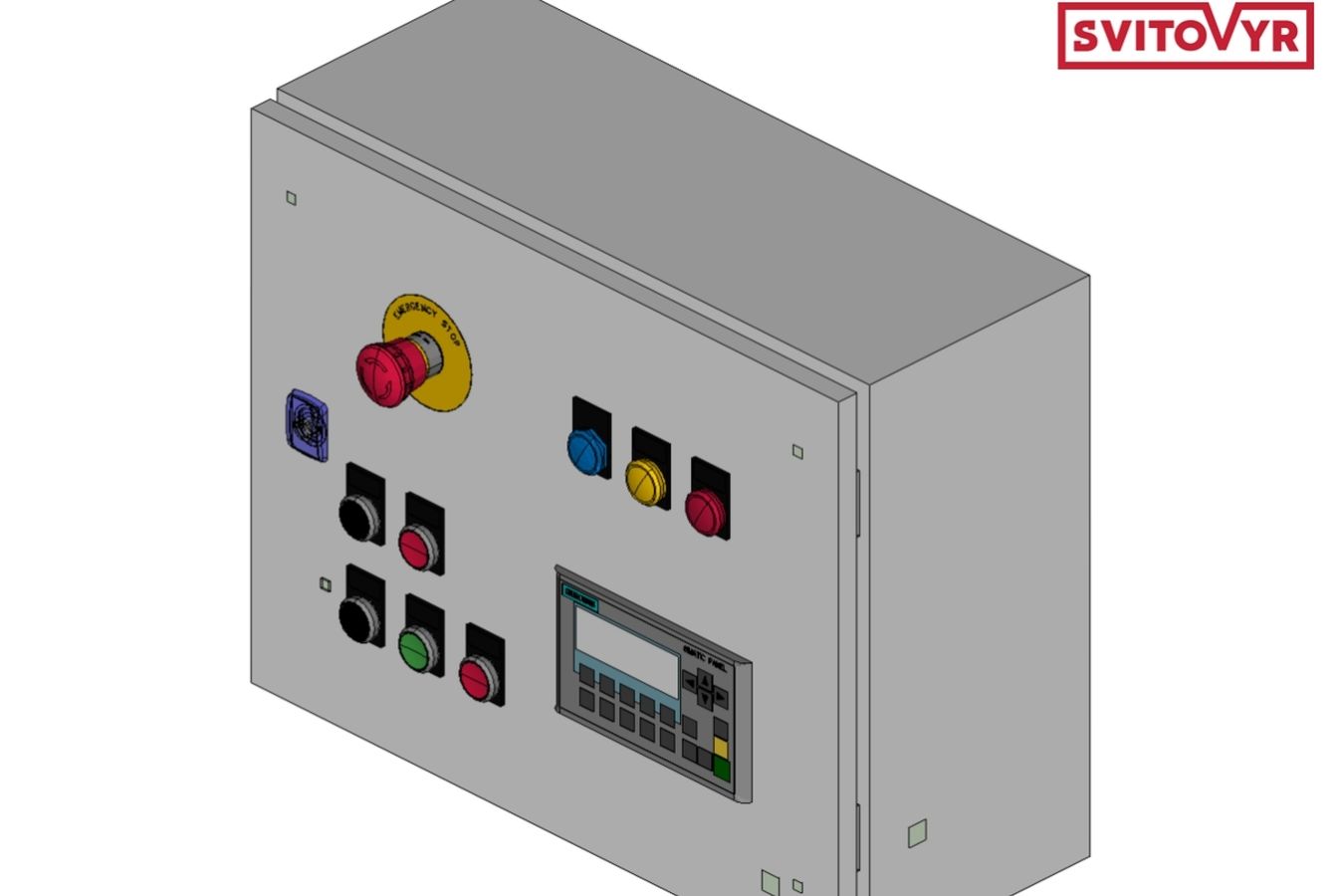
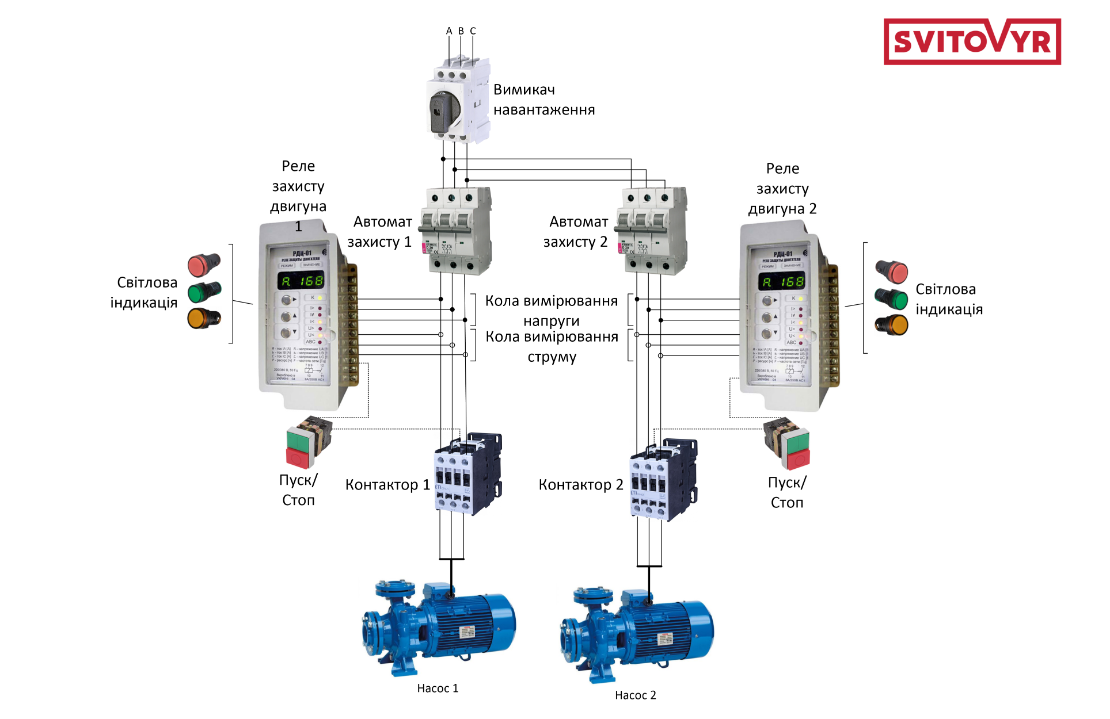
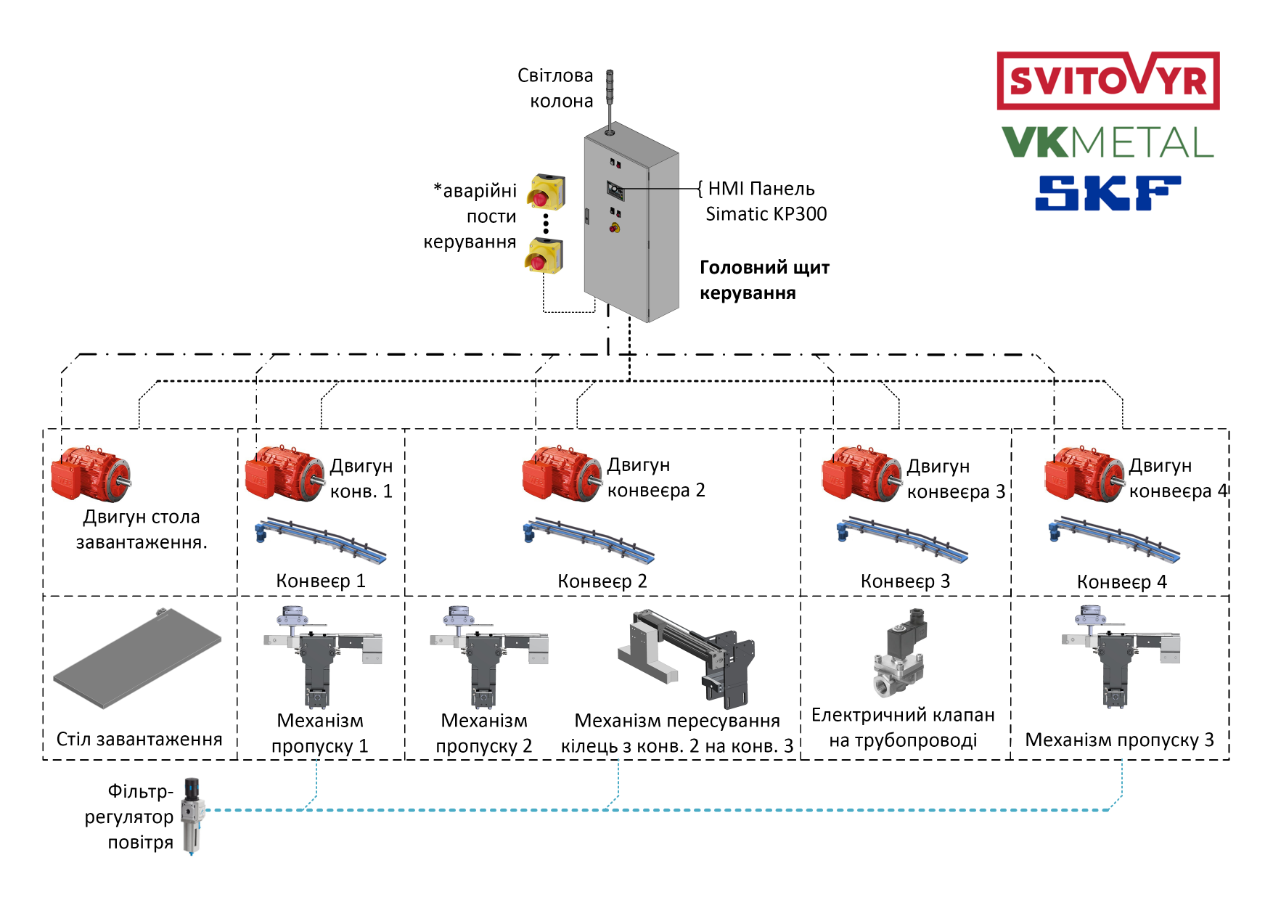
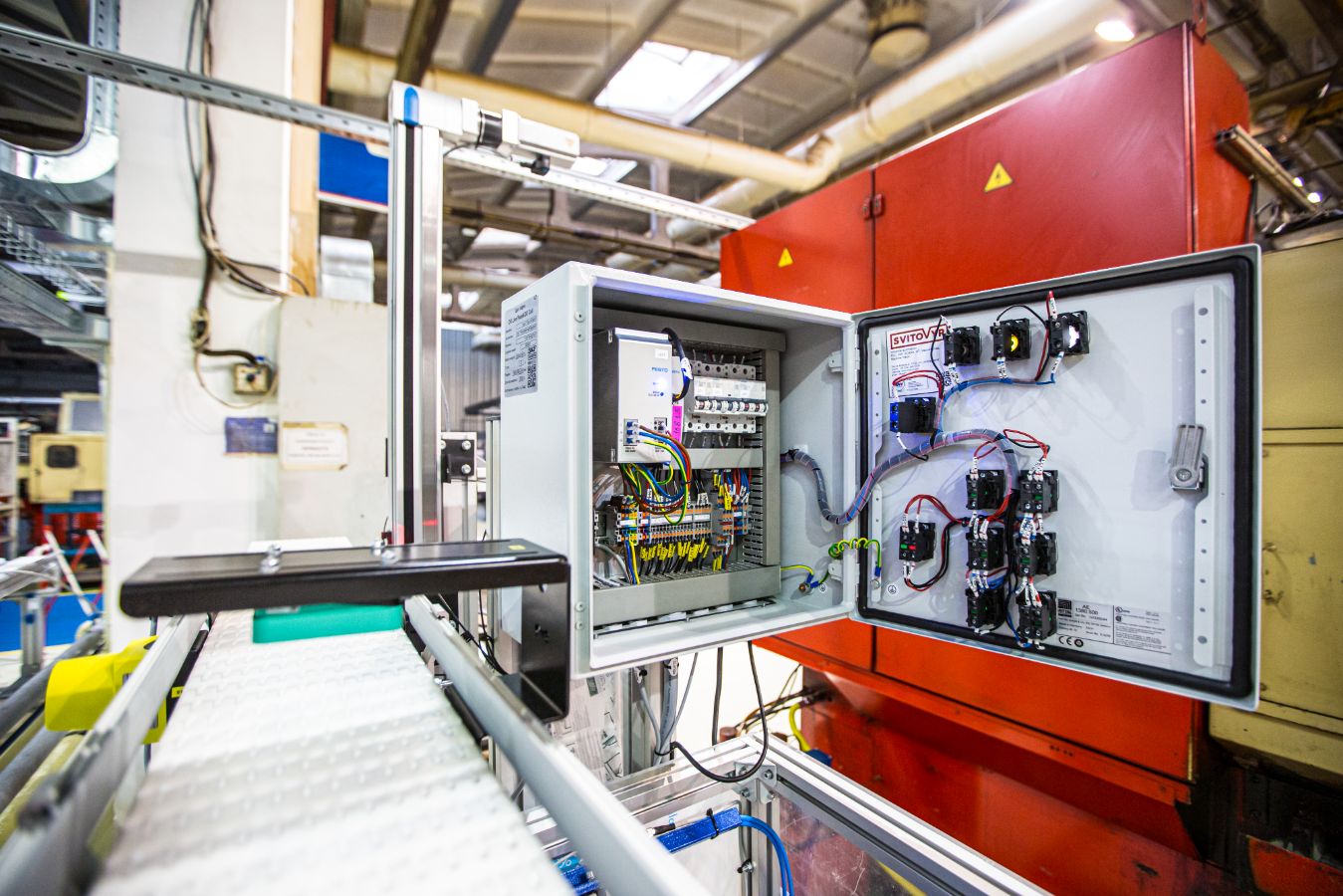
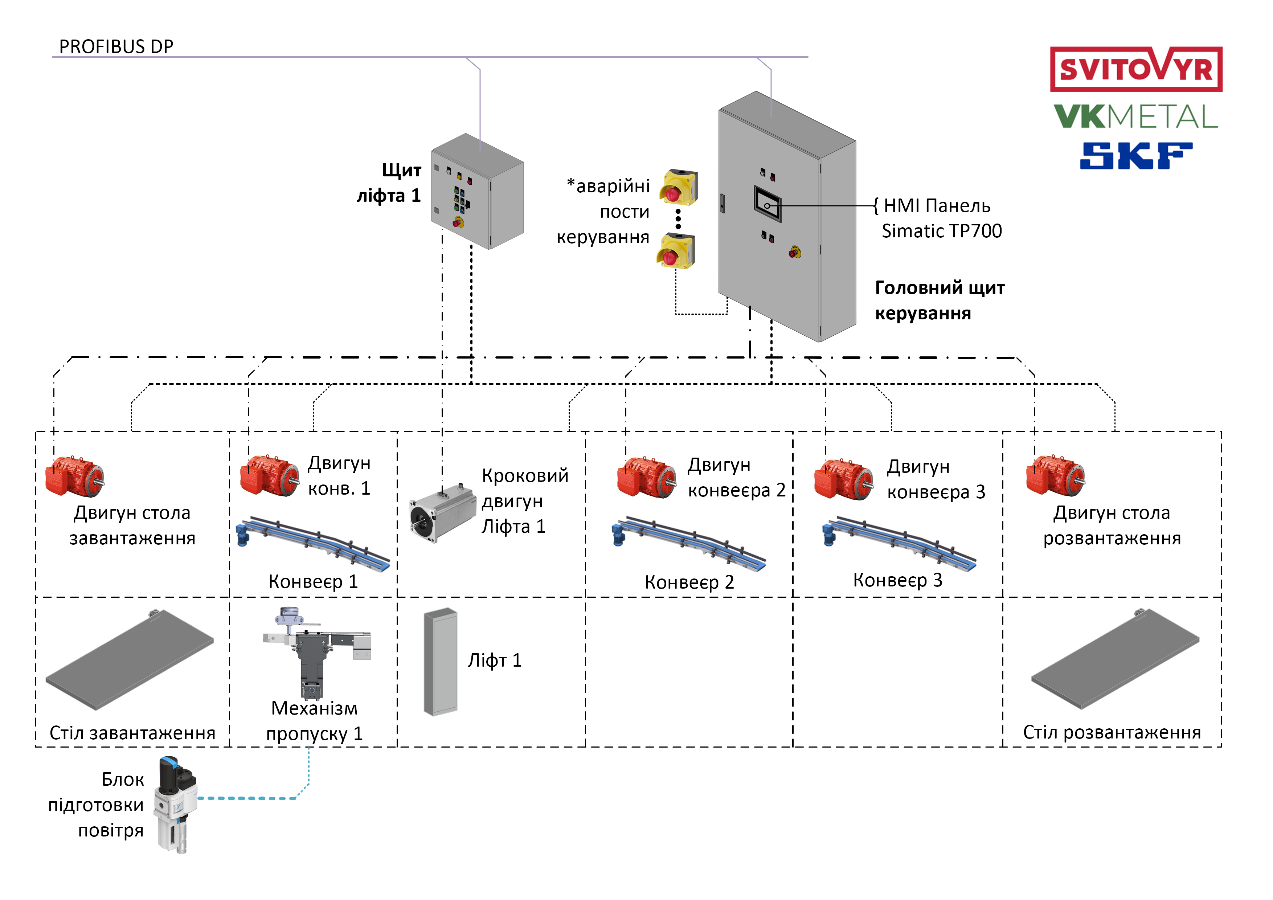
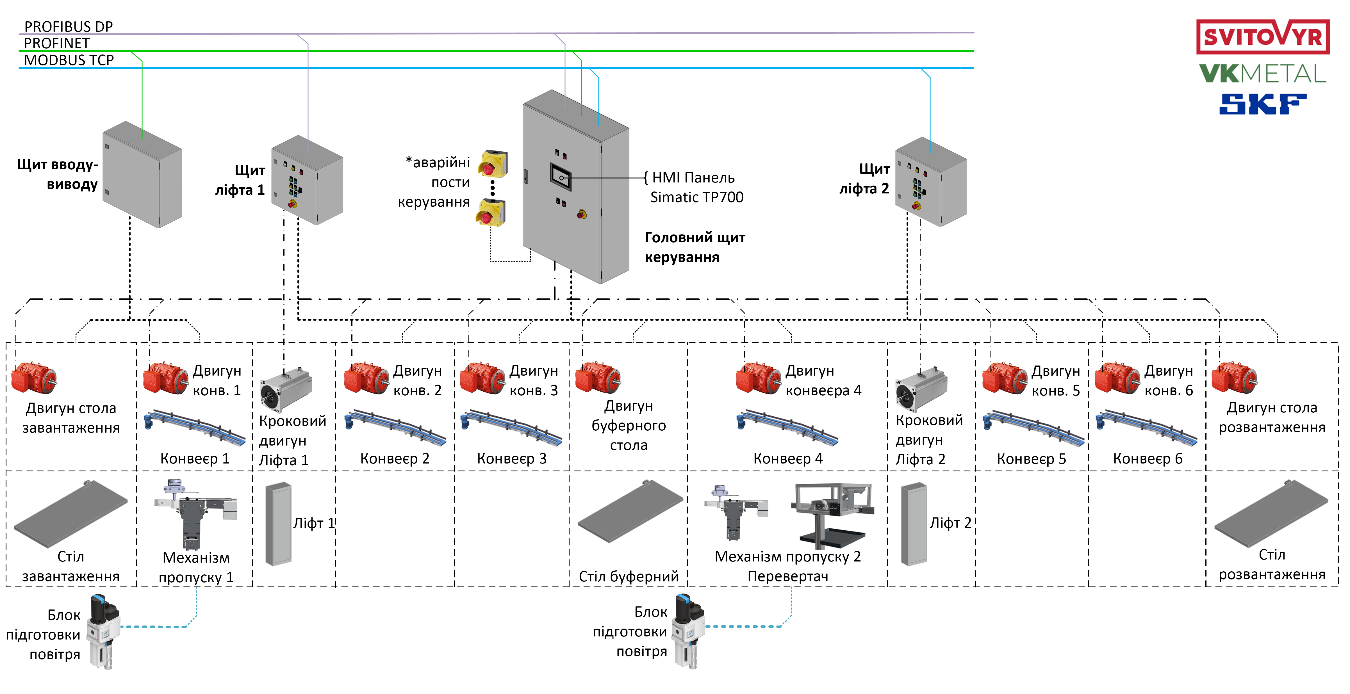
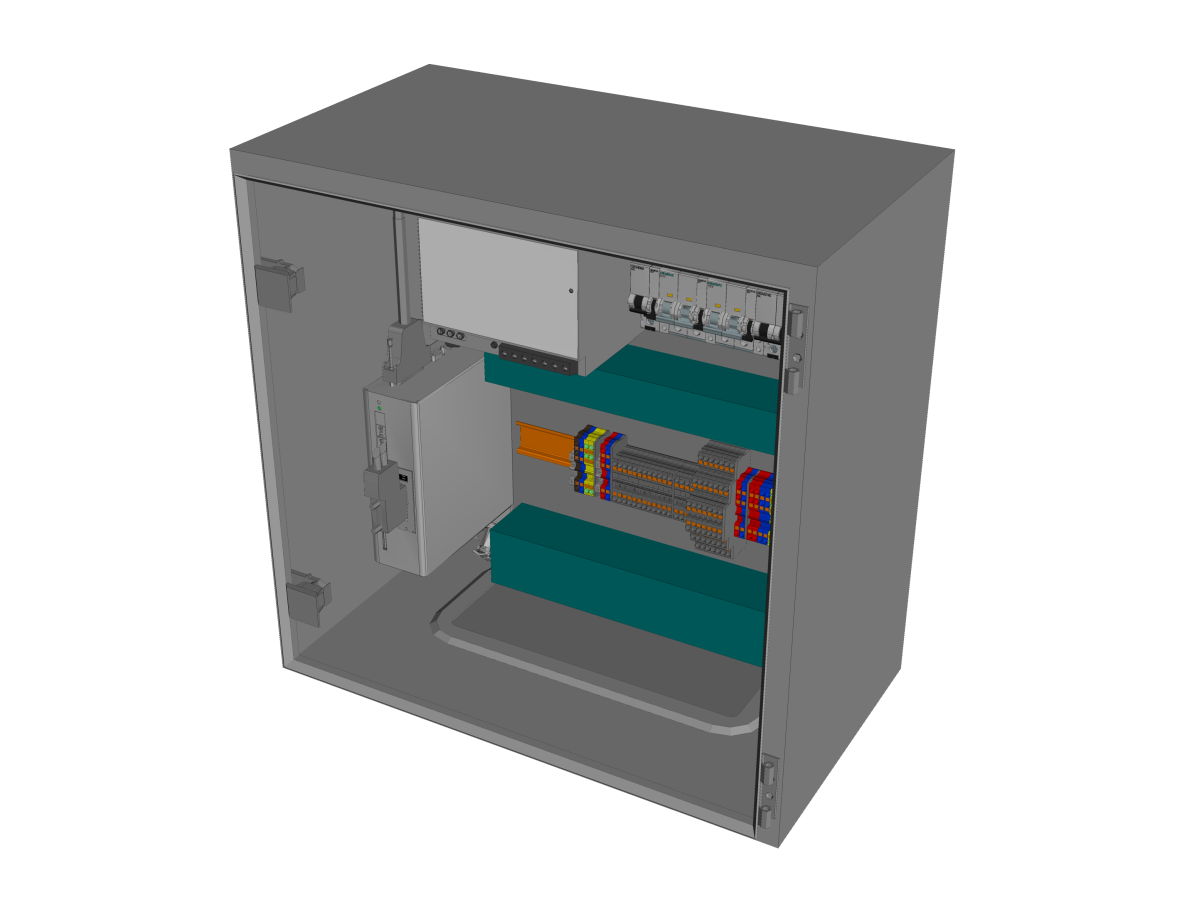
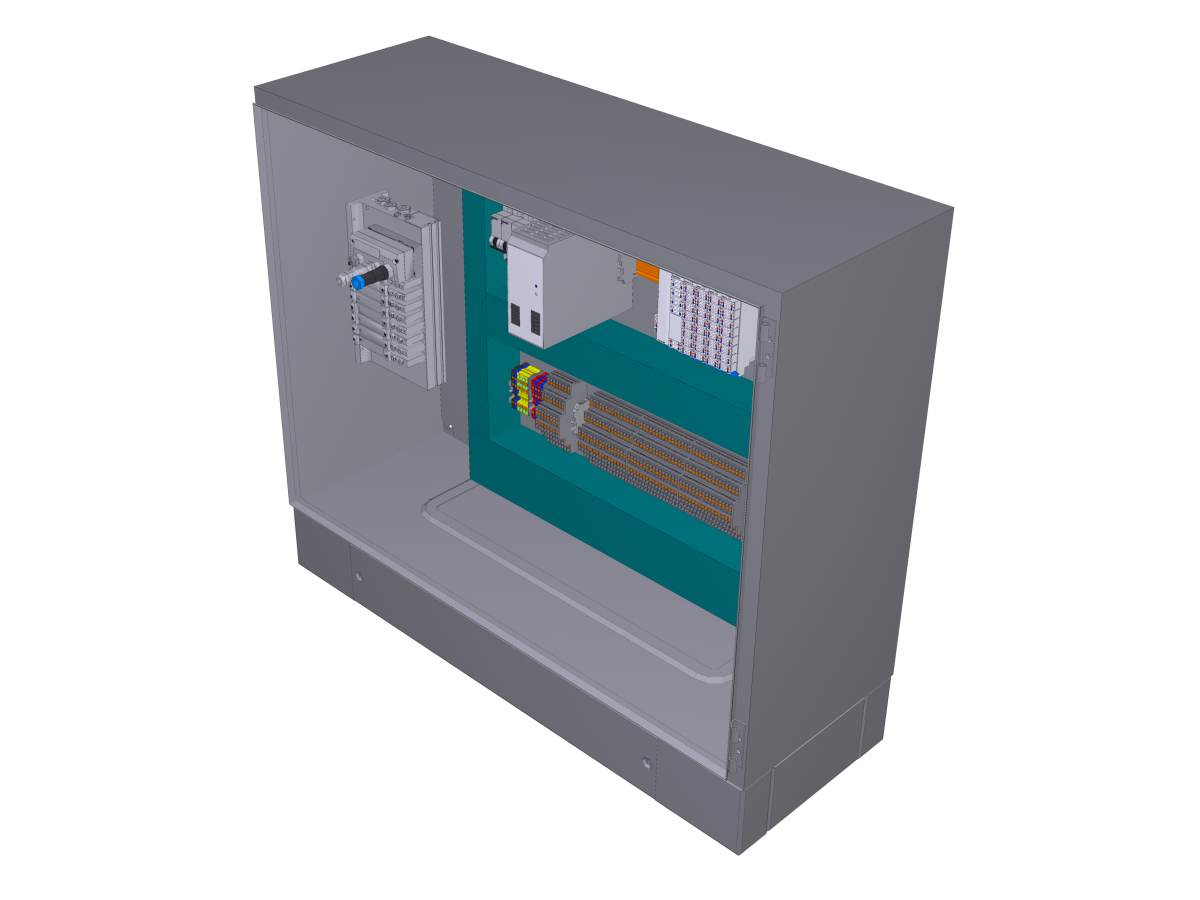
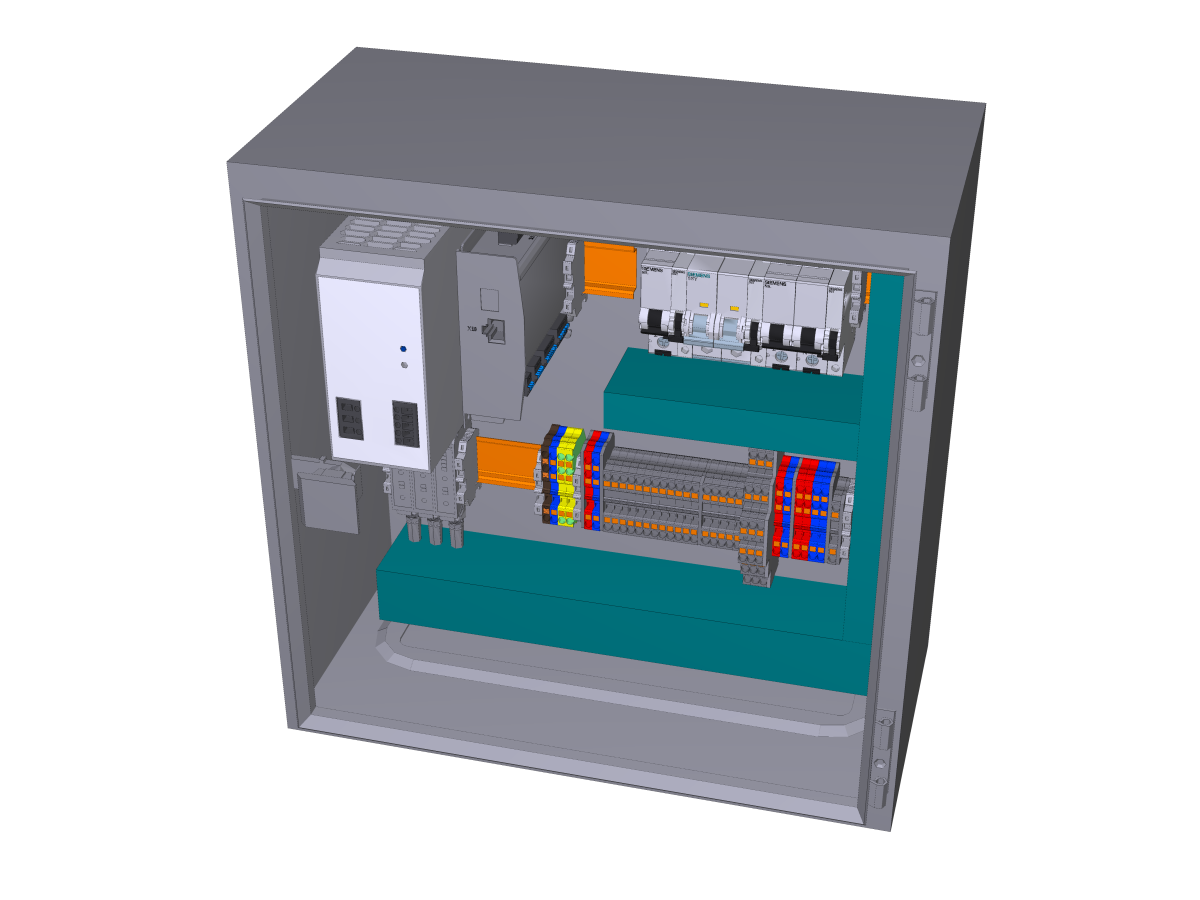
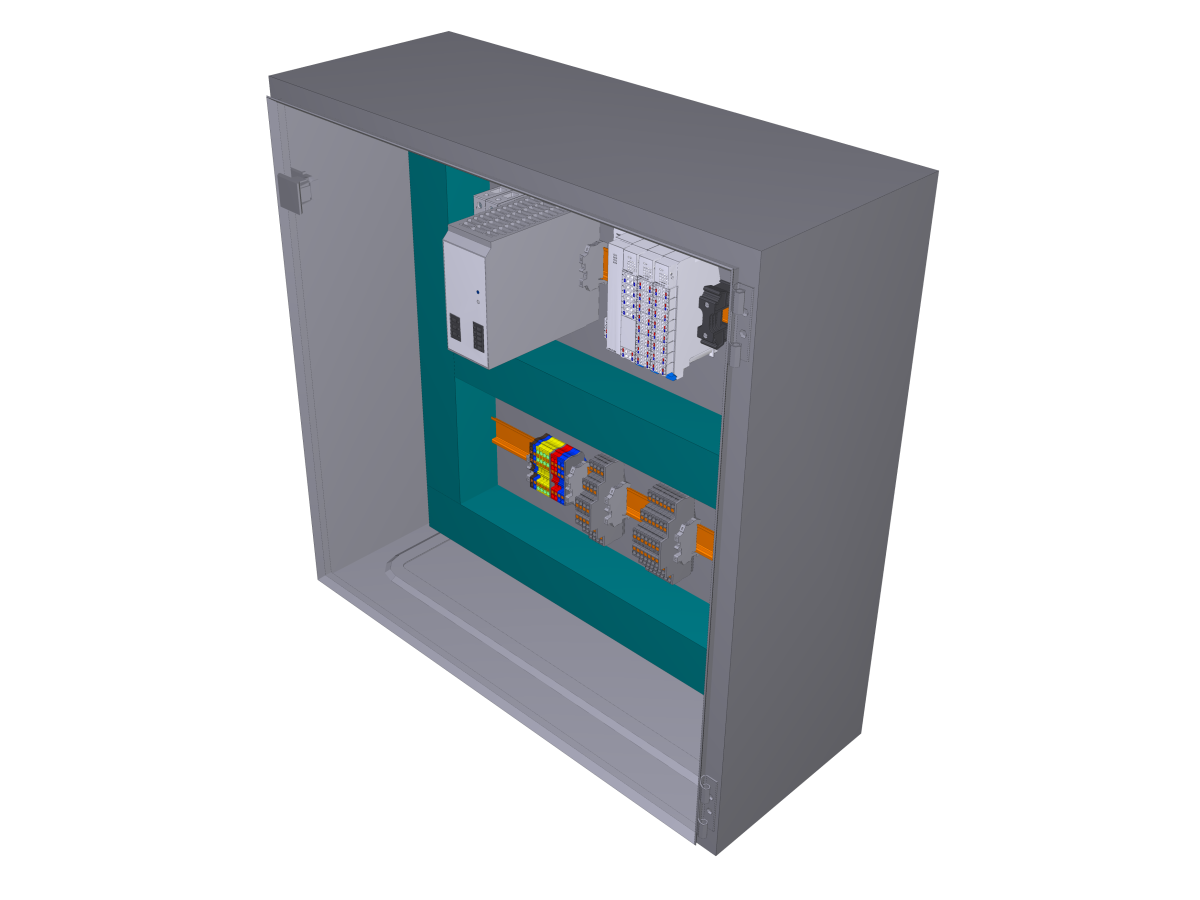
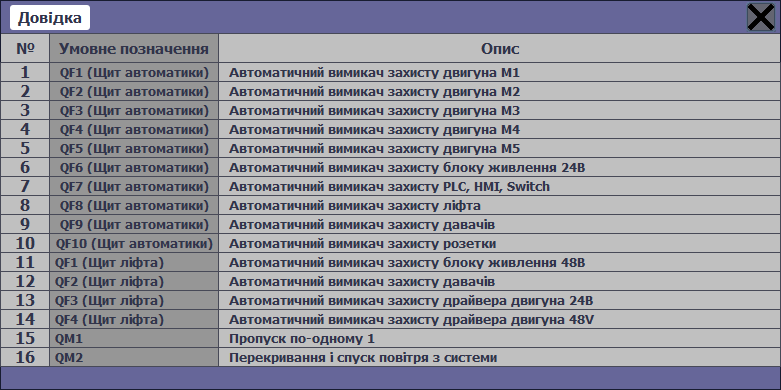
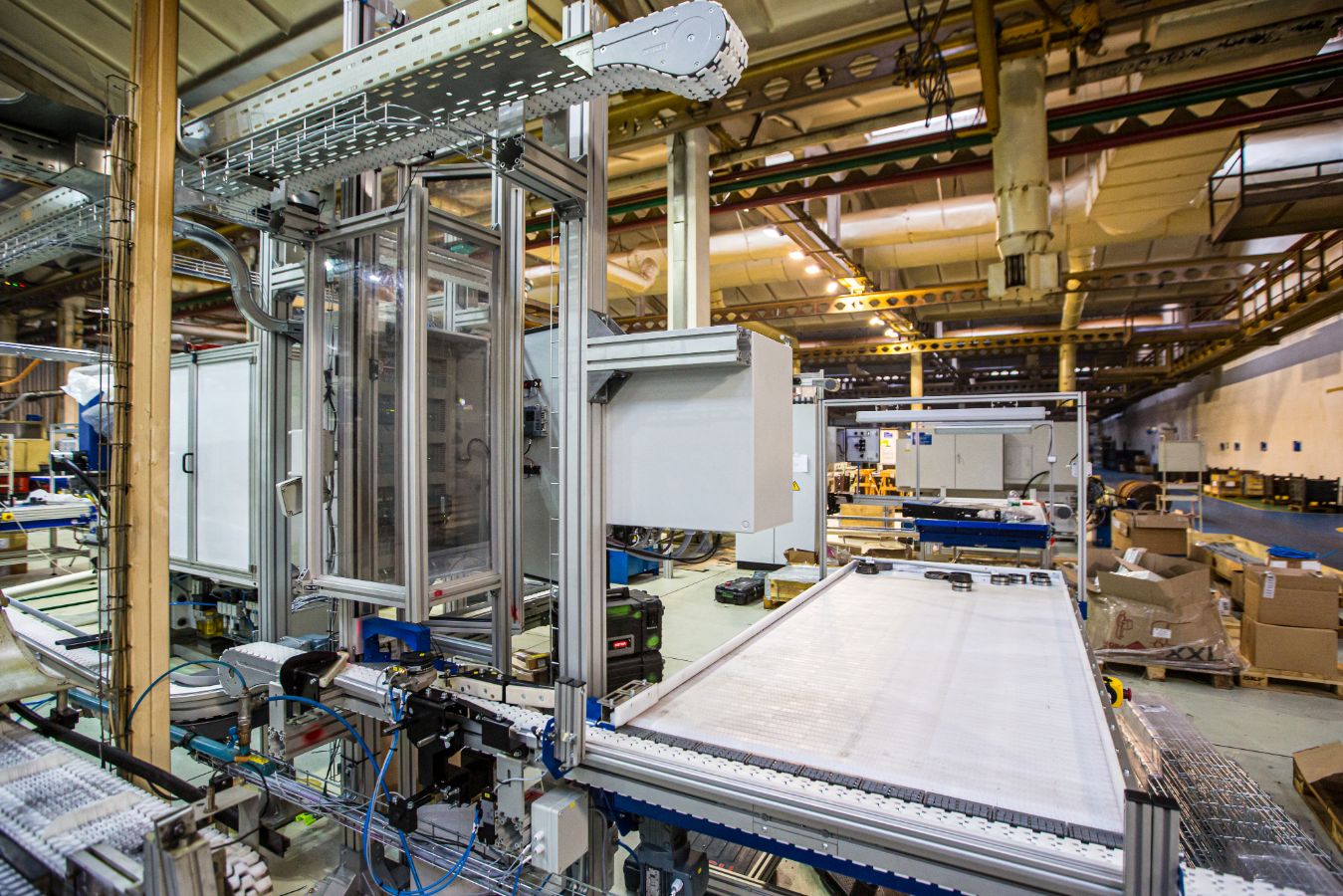
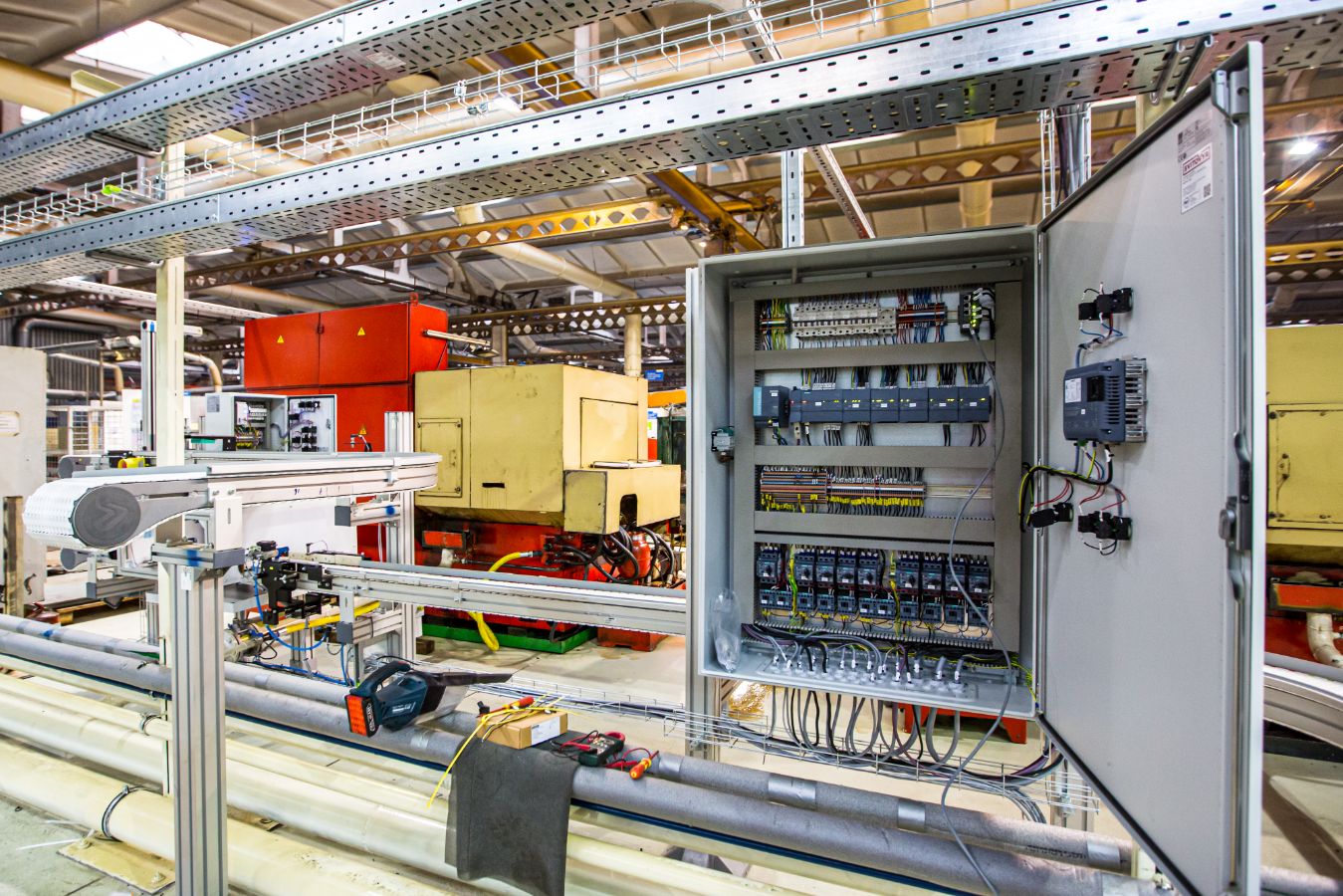
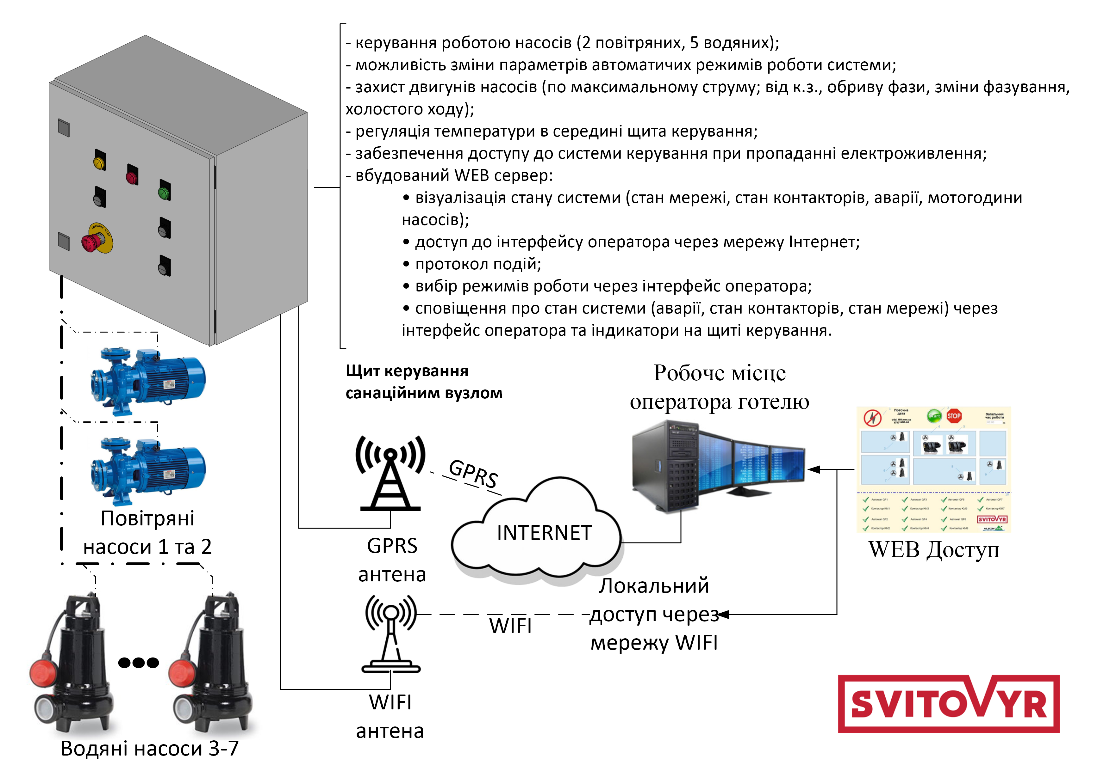
Thus, the systems differ in the number of conveyors in them (from 3 to 11), the number of elevators (from 1 to 3), the number of loading / unloading tables, and pneumatic mechanisms. Main control panel: Rittal sheath, automation devices (starters, controllers, operator panels, power supplies, spark plugs, circuit breakers ...) Siemens, Lapp cables and wires.
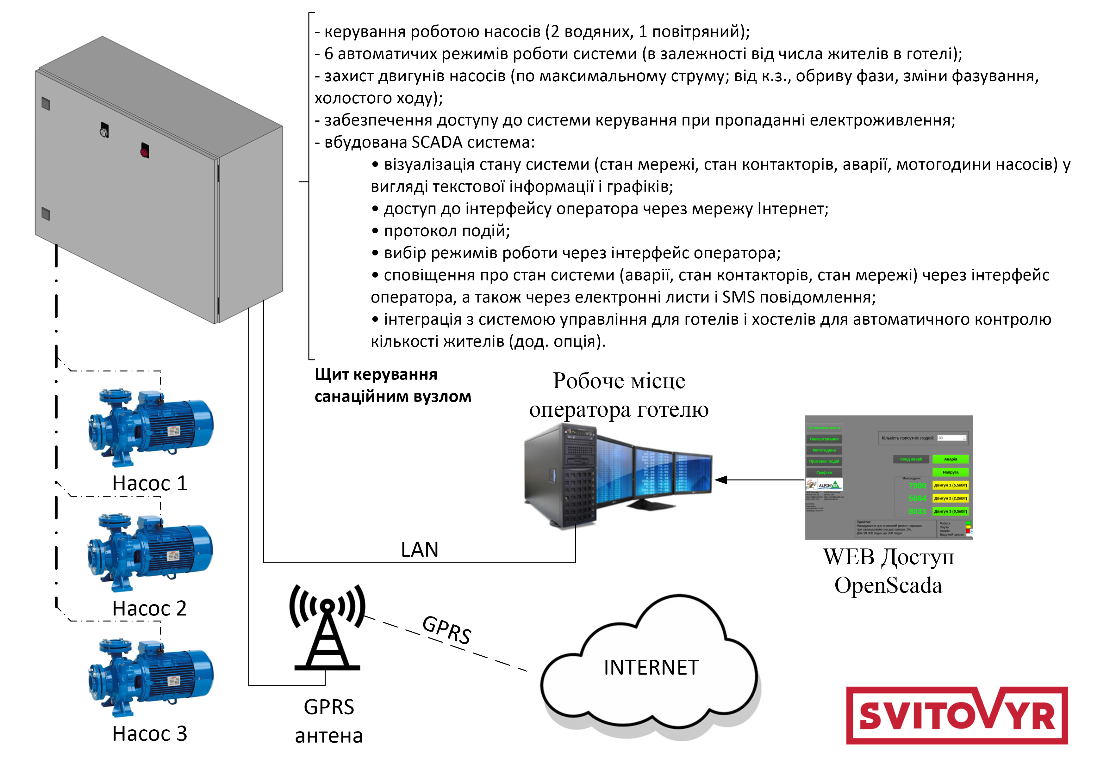
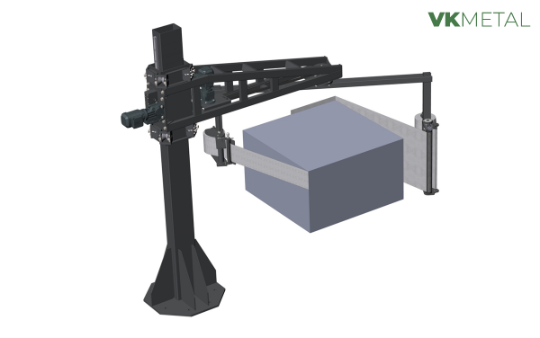
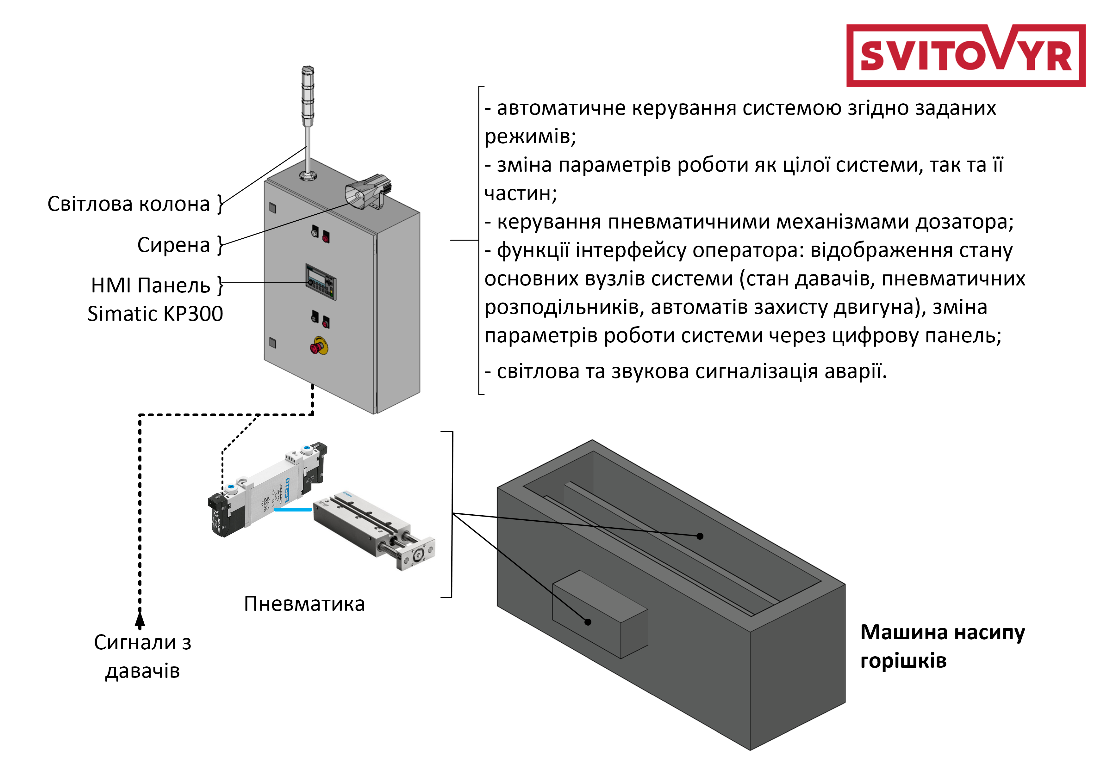
The process is controlled by a Siemens controller, S7 1200, TP 700 operator panel. Elevator shield: Rittal shell, stepper motor and Festo motor controller, Lapp cables and wires, Festo lifting system, mechanical part of the VK Metal carriage. All information about the status of the elevator is transmitted to the controller of the main board, and is displayed on the operator panel. I / O shield: Rittal sheath, Festo remote data controller, Lapp cables and wires. Since the systems have many pneumatic mechanisms, there is a problem of continuous supply of air to them in the right amount.
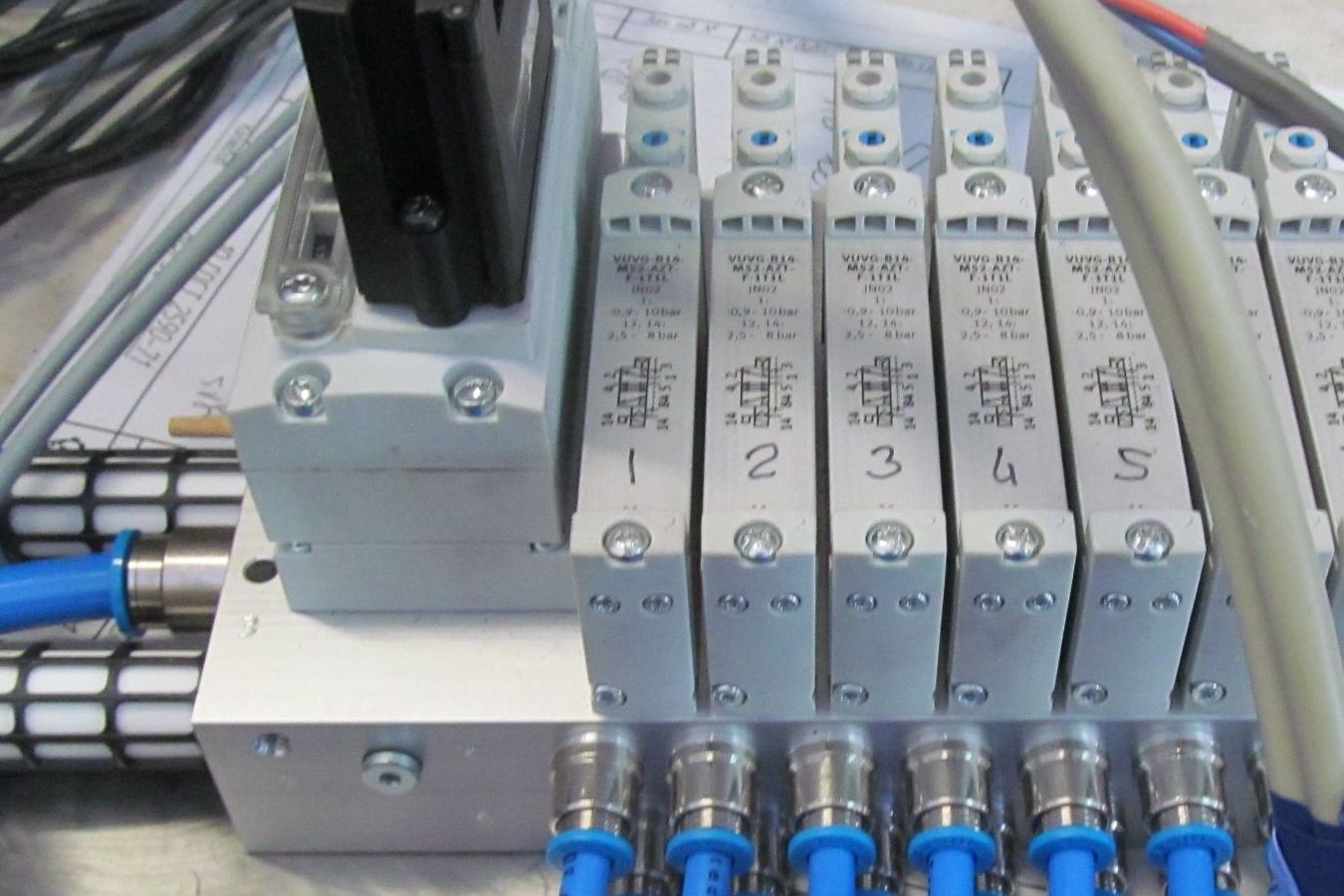
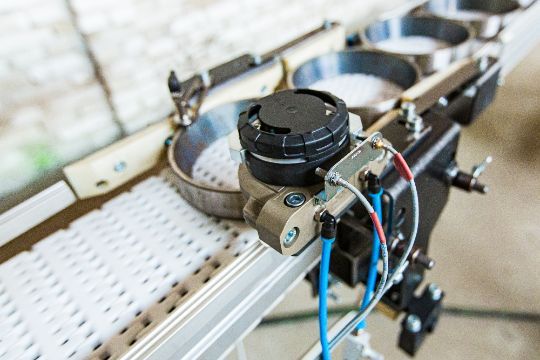
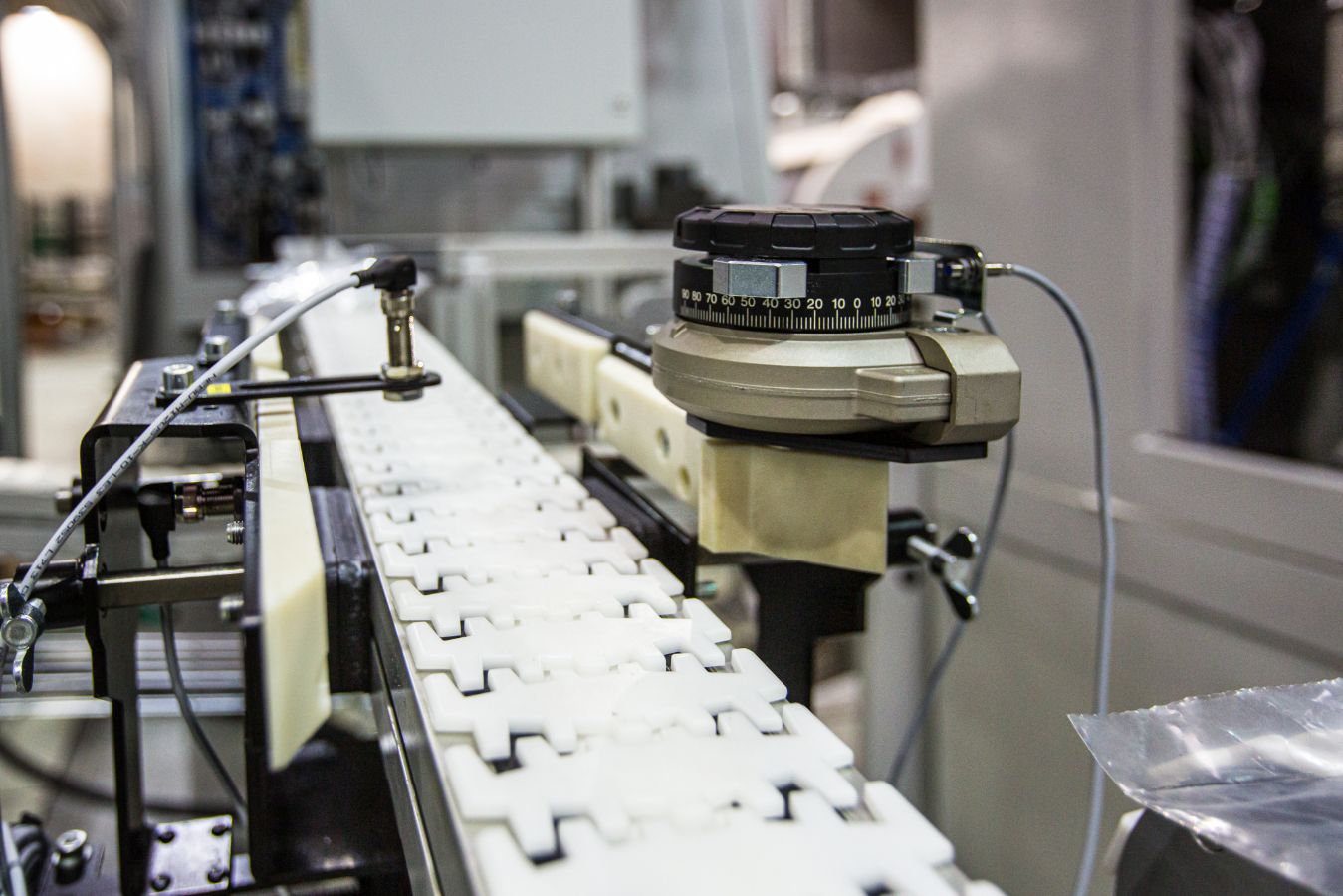
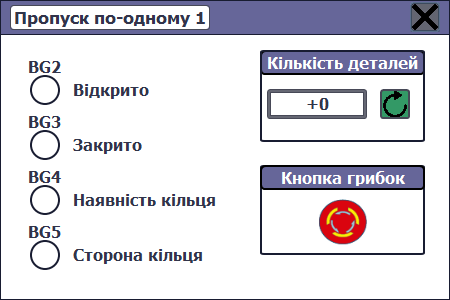
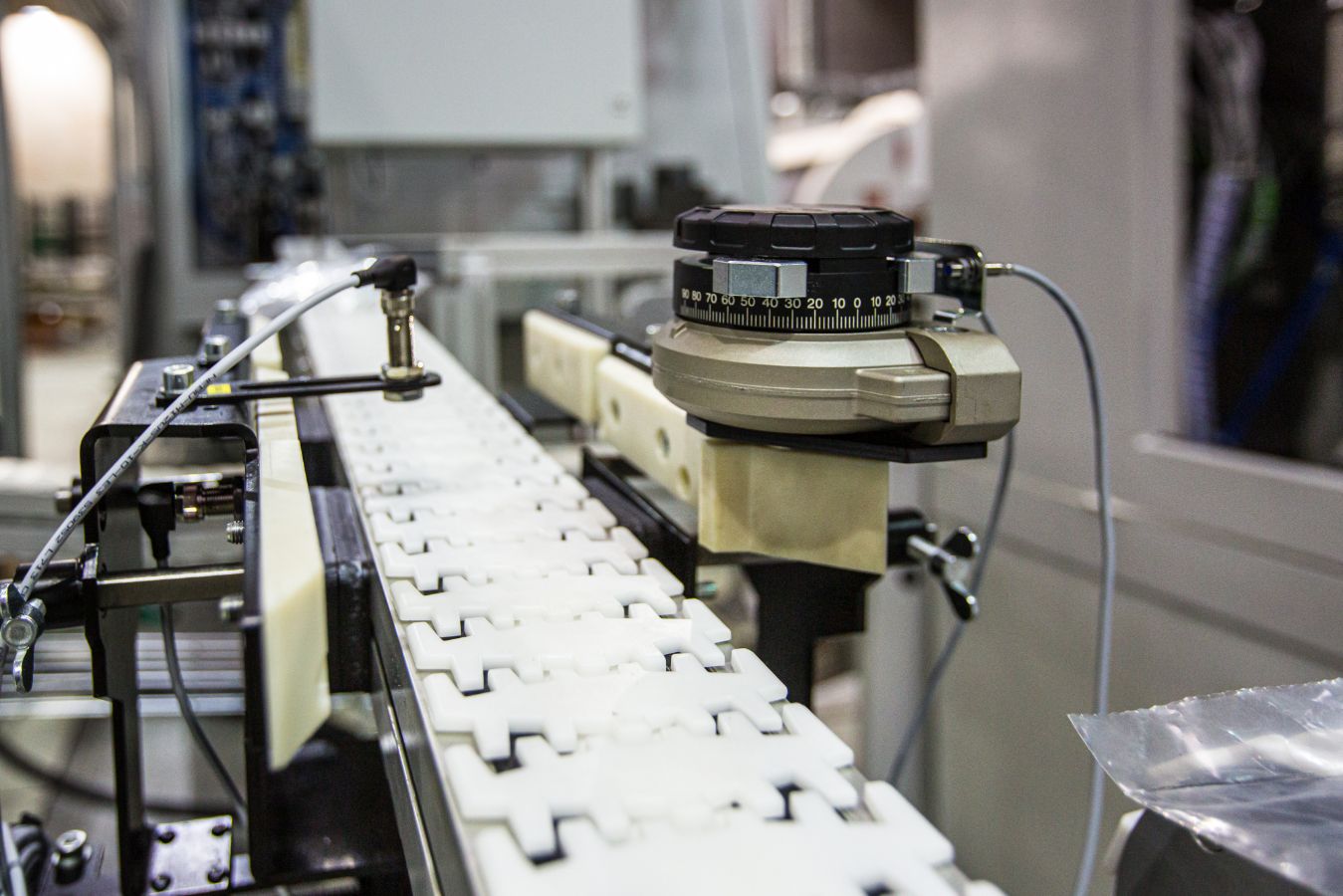
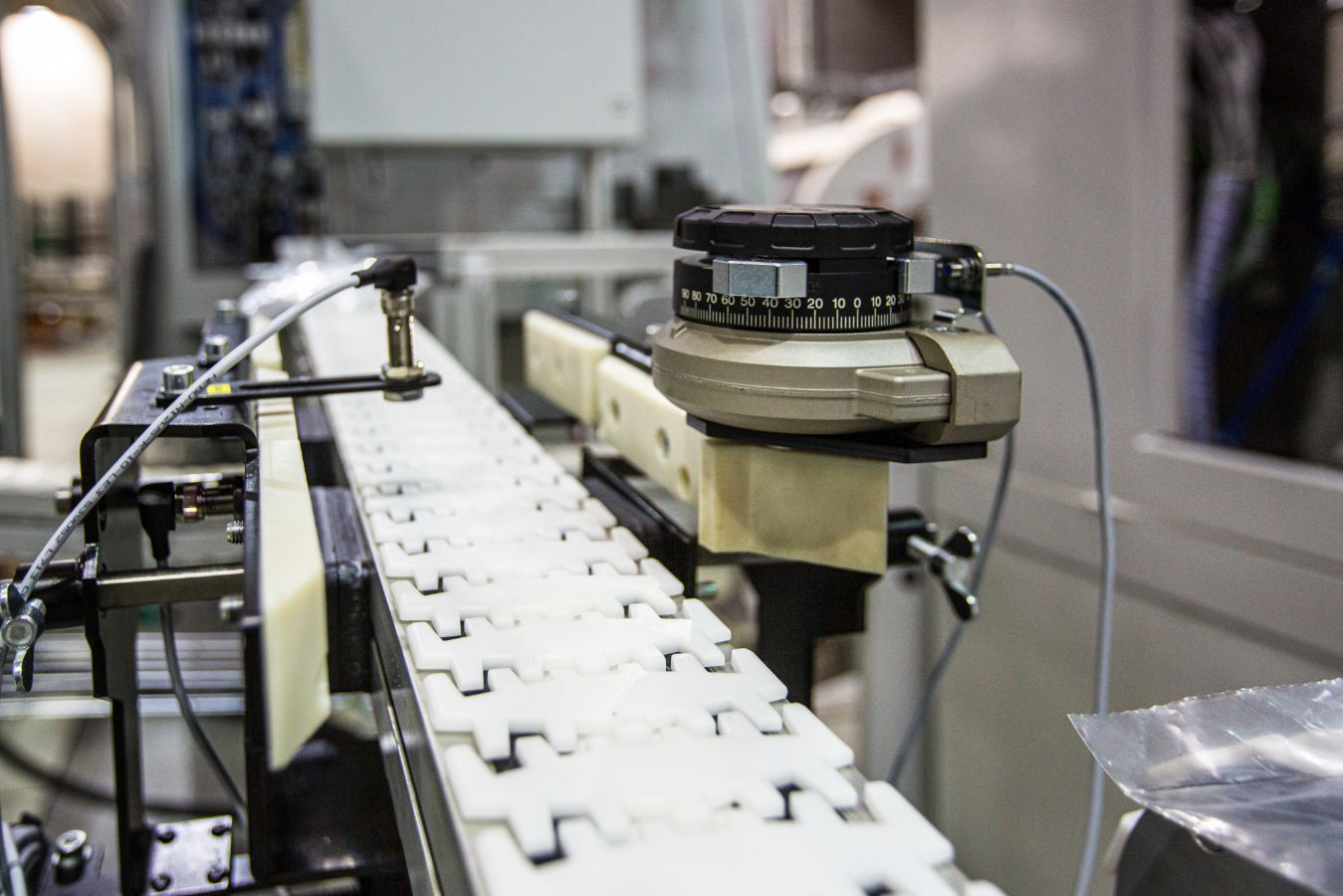
For this purpose, together with the representatives of Festo, the system was analyzed, and pneumatic valves, cylinders (rod and rodless), as well as air supply and preparation systems were selected. One of the lines has a feature, it has a machine in which the parts must be fed to different parties in turn. VK Metal has developed a device that allows (regardless of which side the part is placed at the entrance) to orient it to the correct sides at the exit.
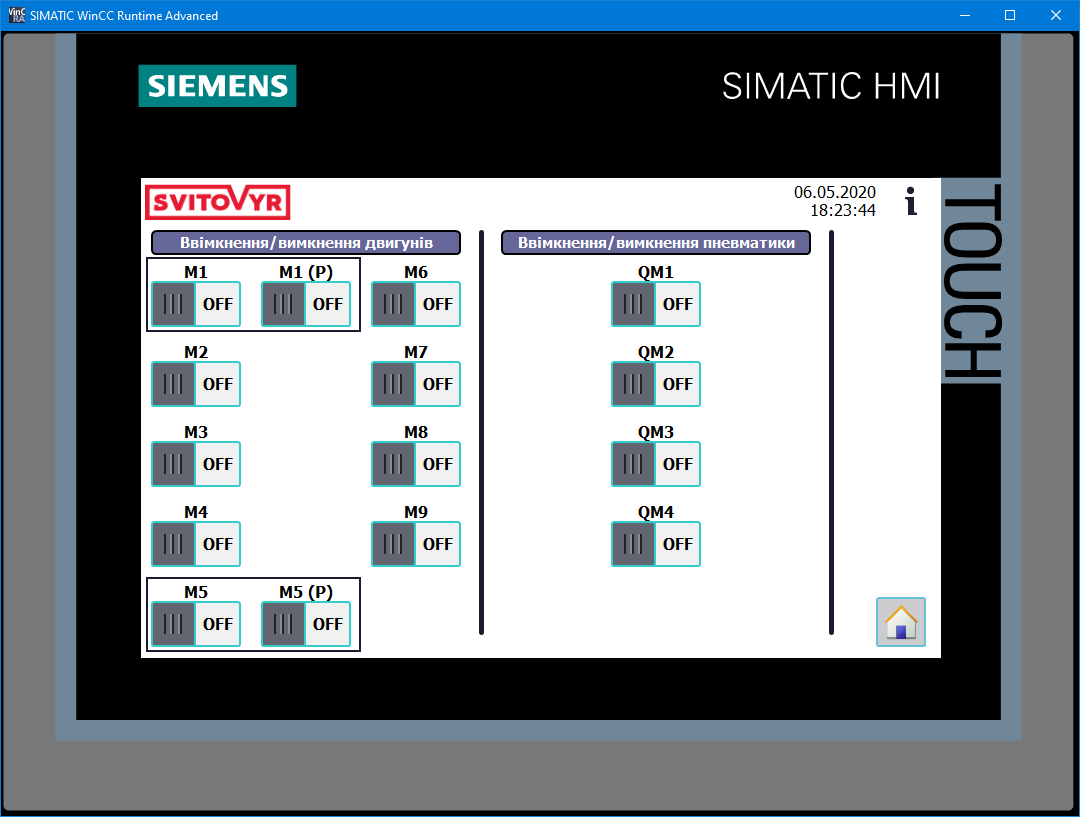
The control system has two modes:
- automatic mode;
- the operator starts the line;
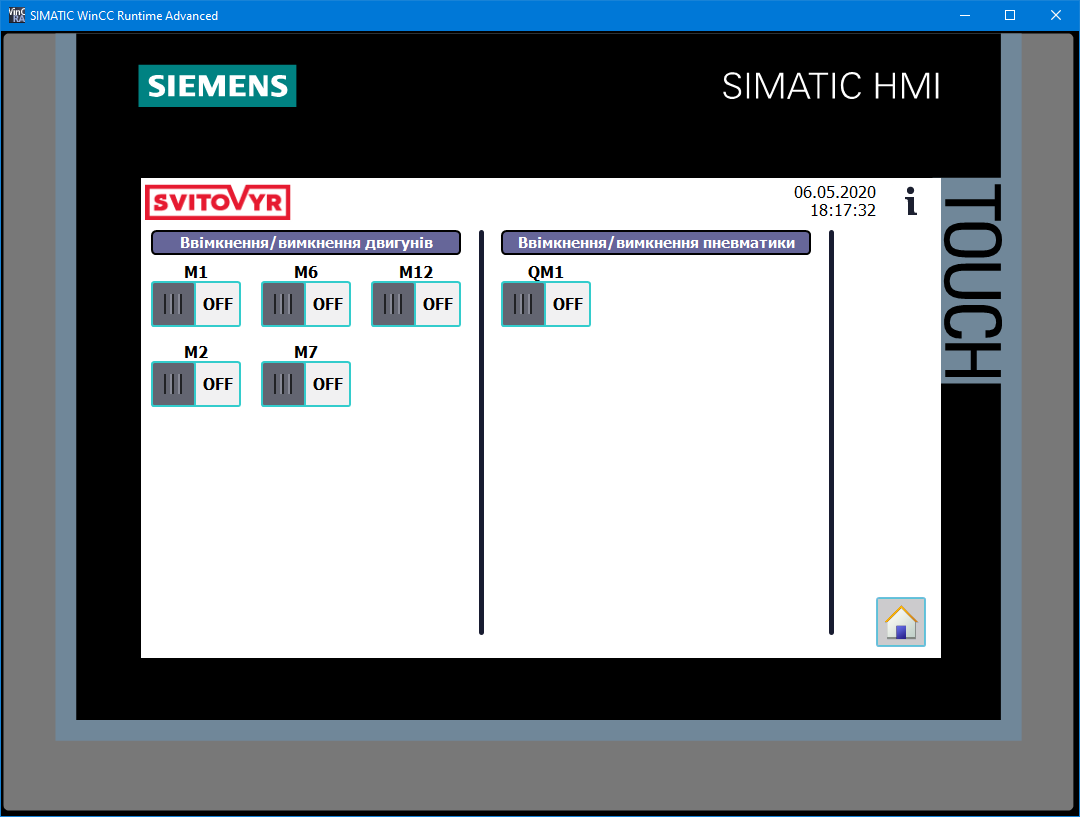
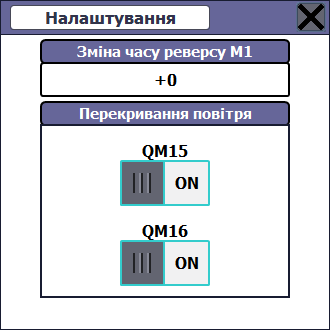
- manual mode;
- individual parts of the line and mechanisms are controlled from the operator panel.
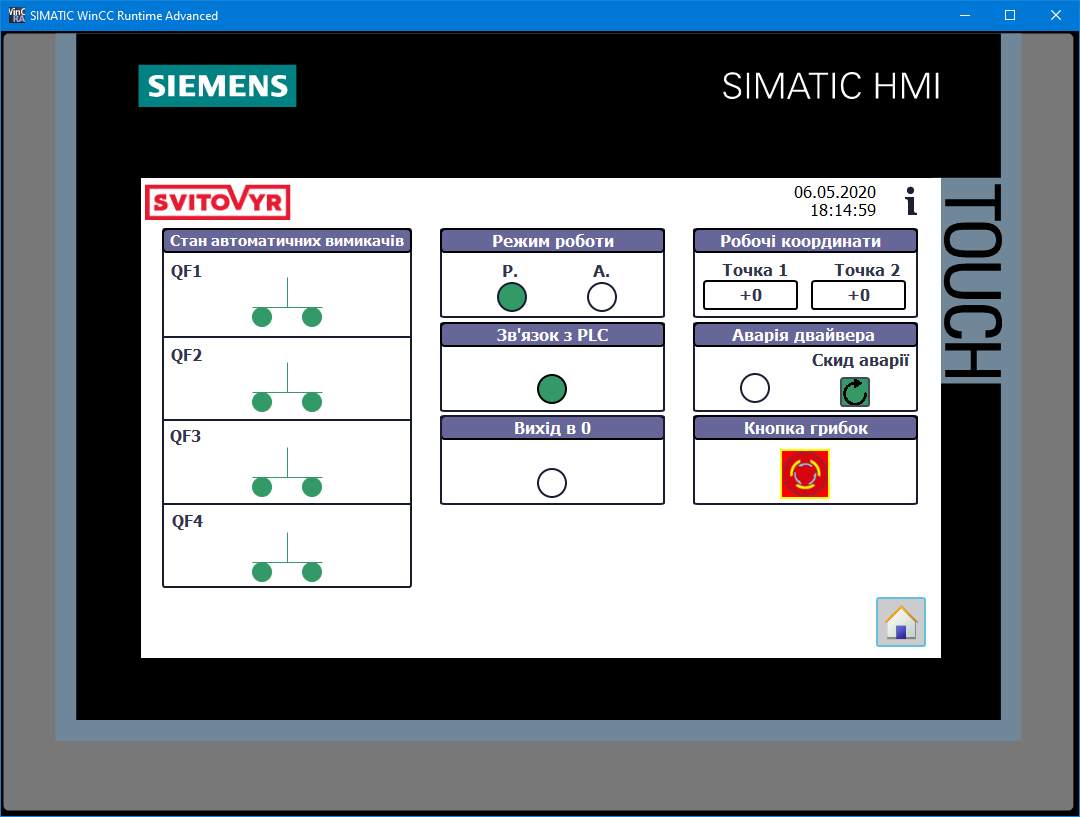
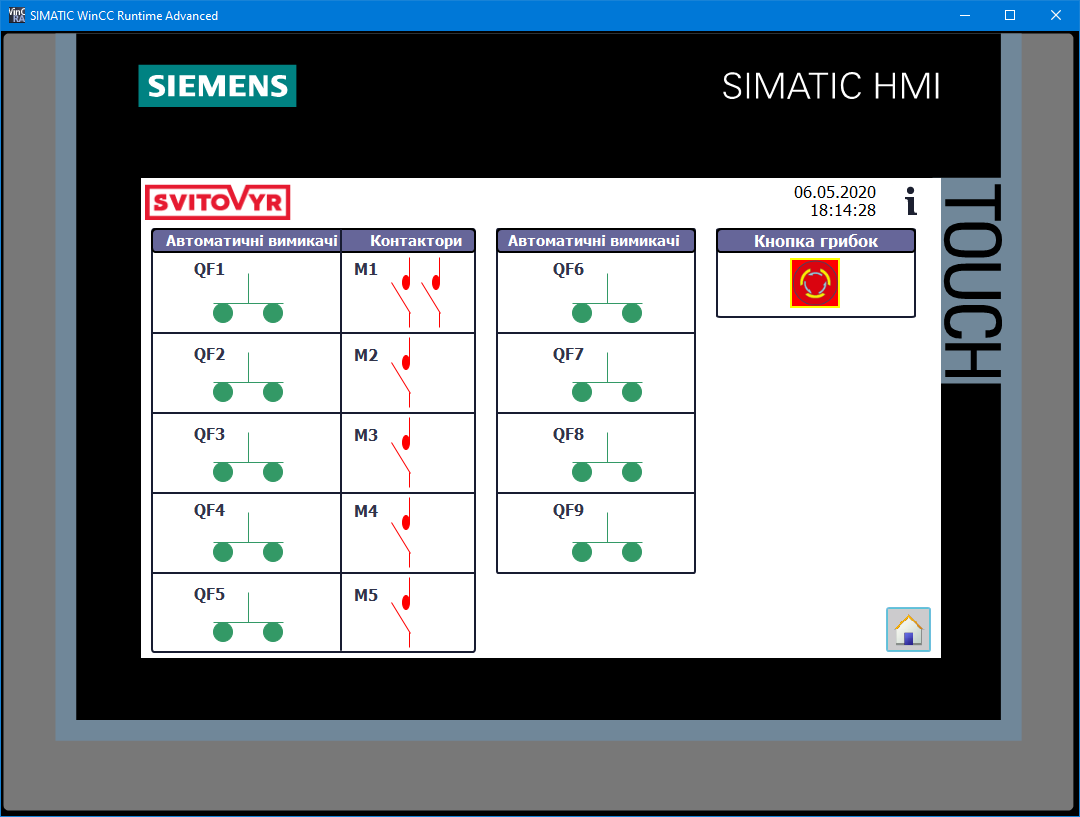
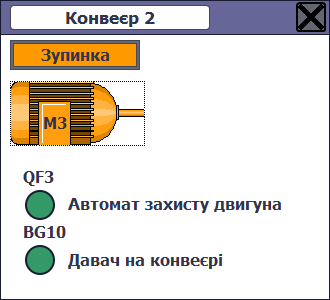
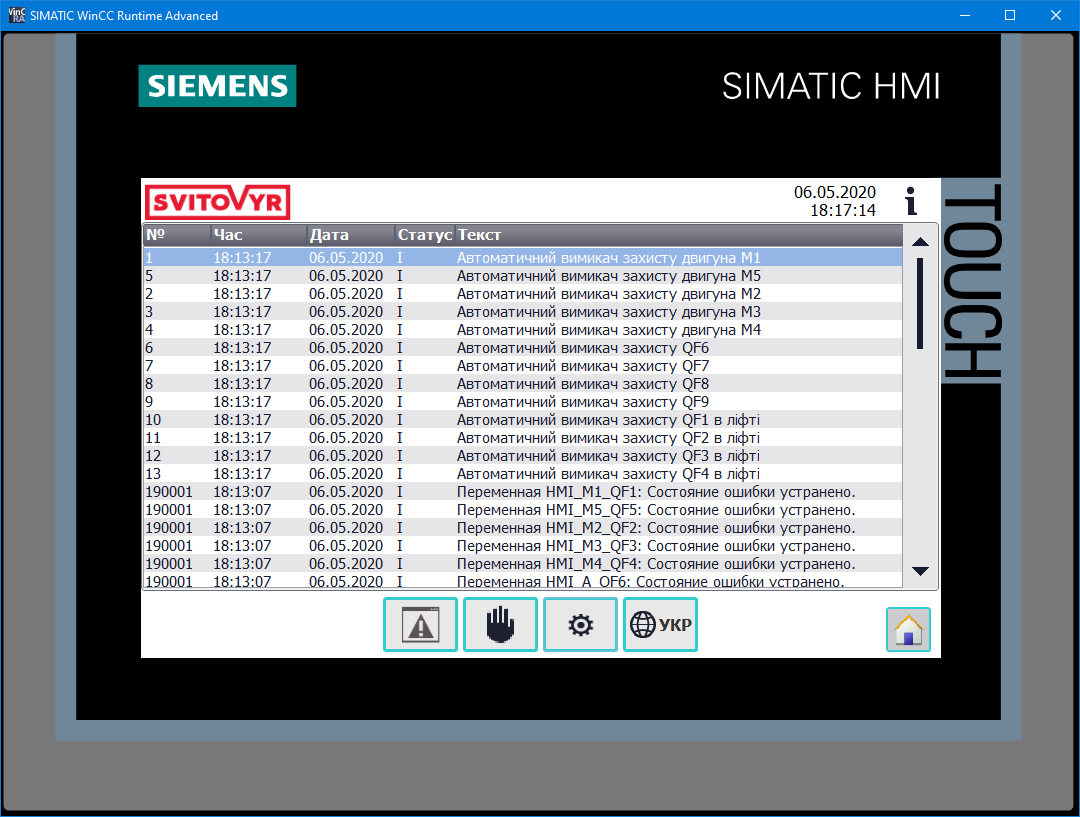
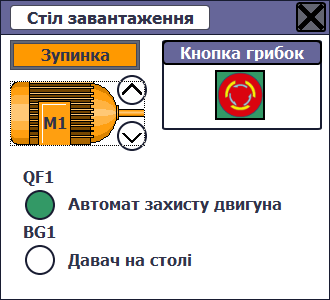
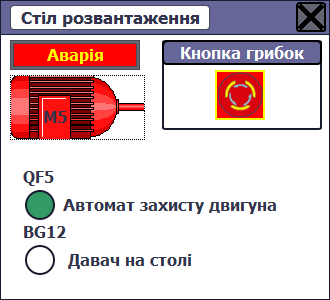
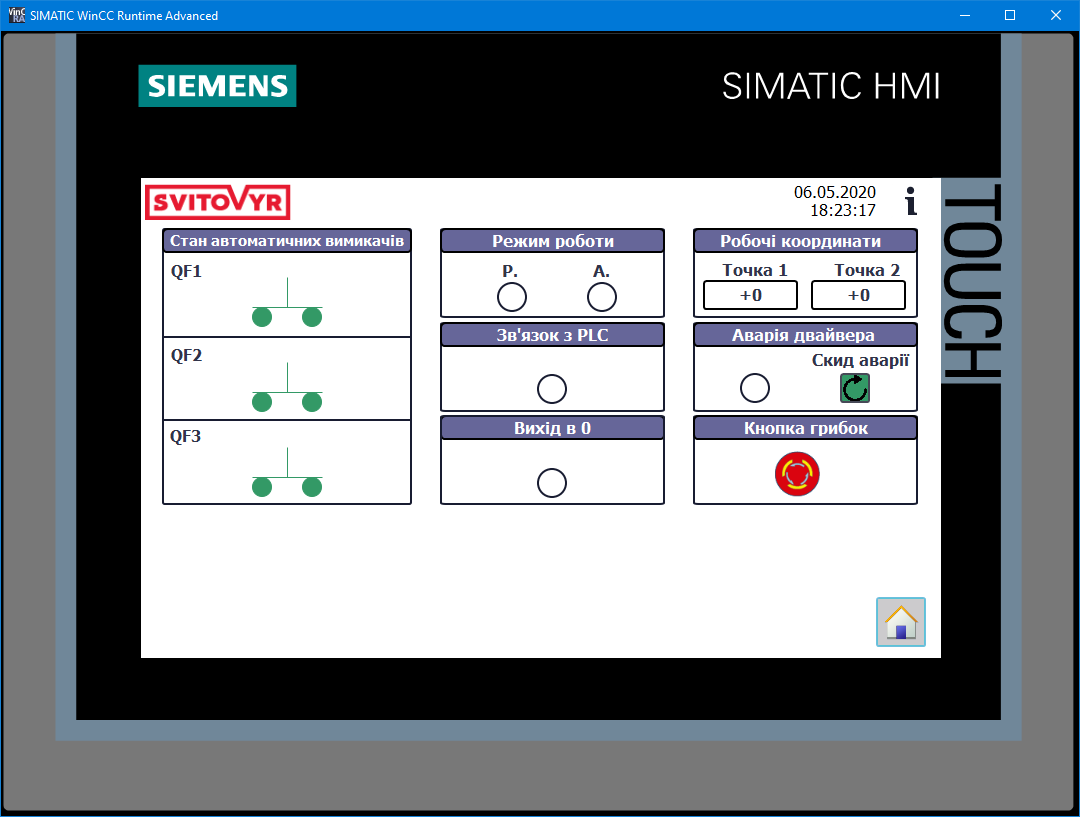
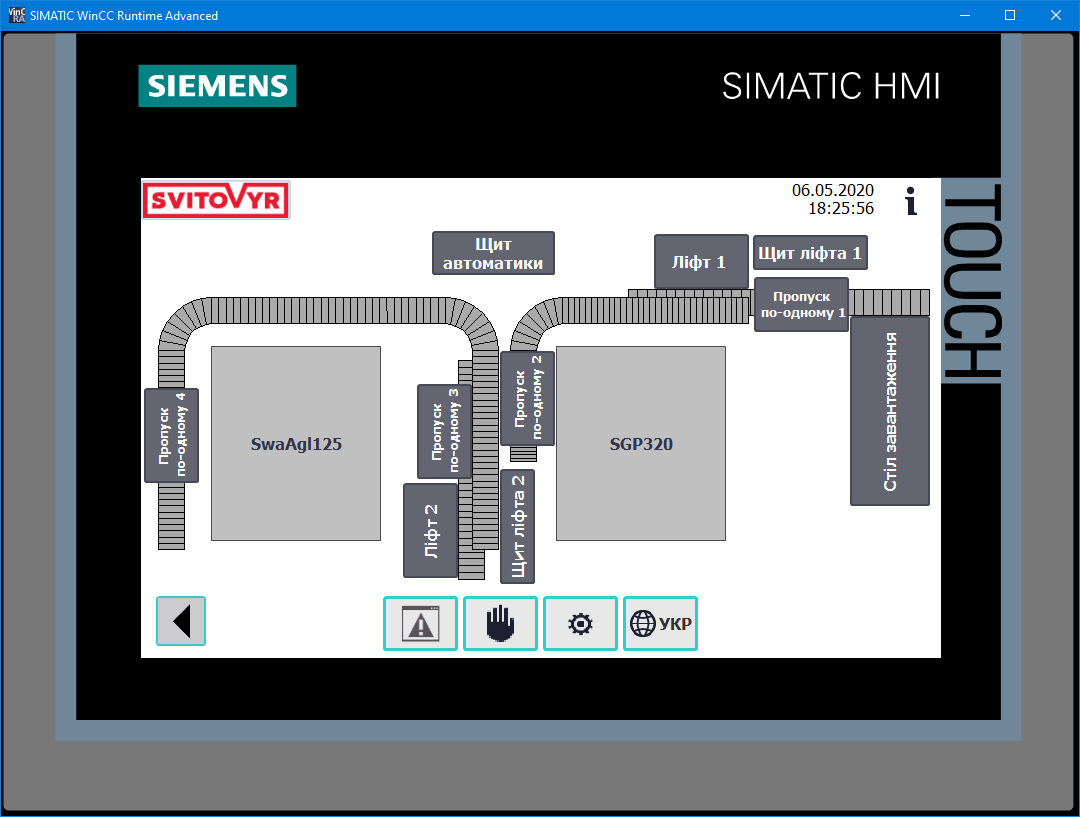
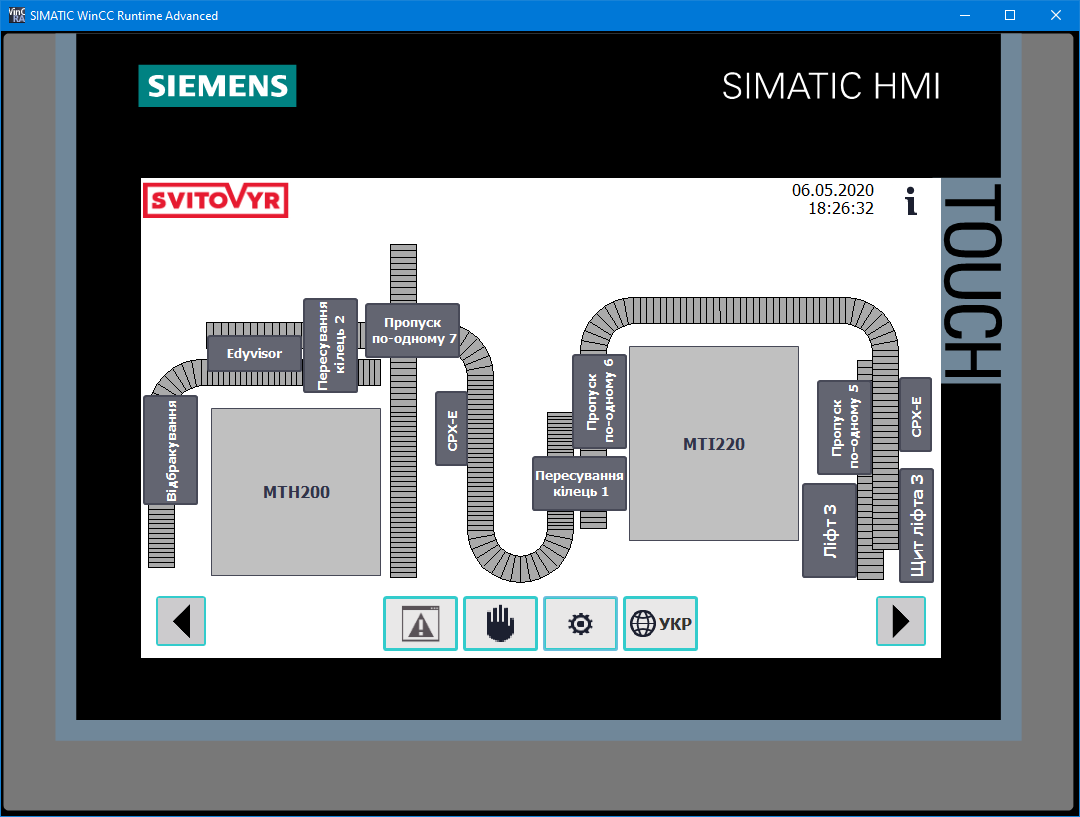
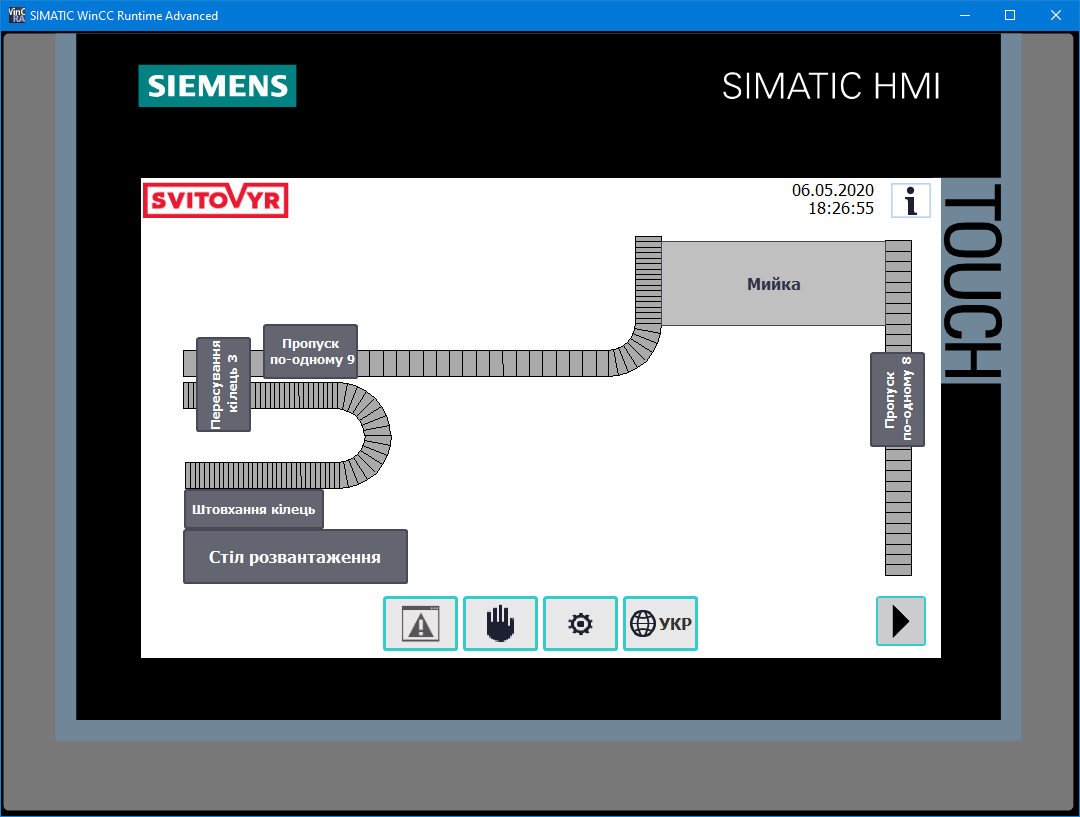
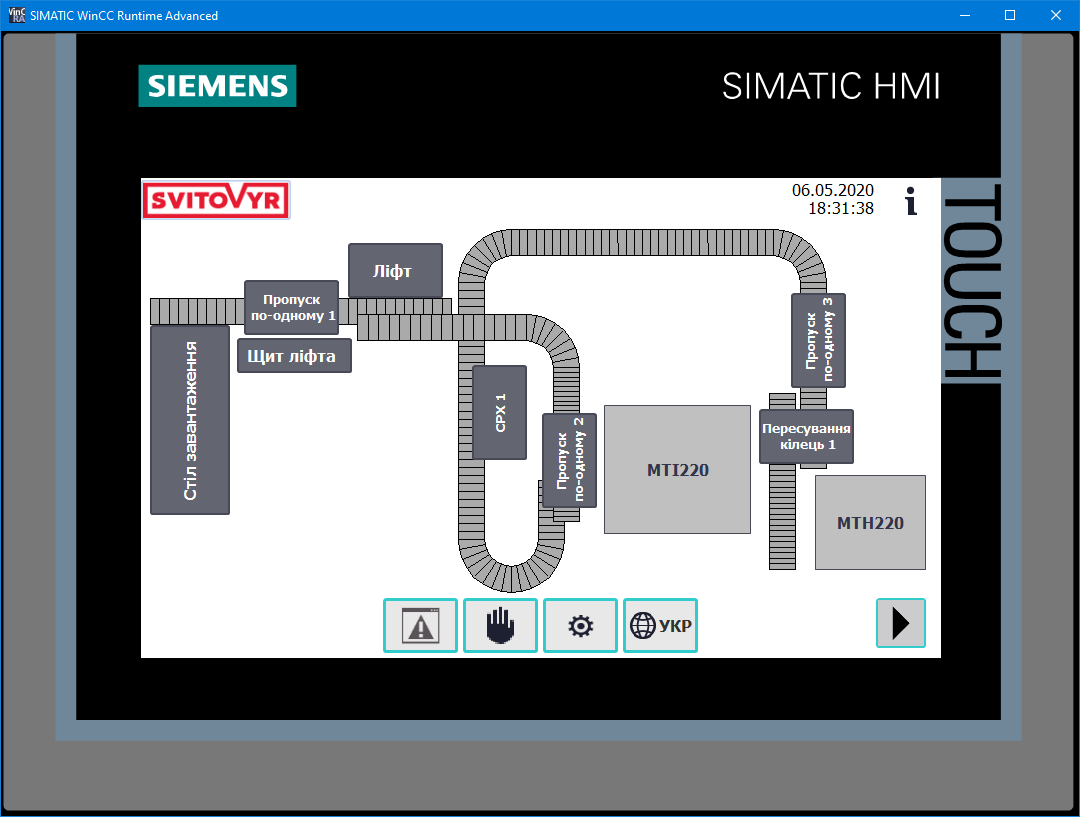
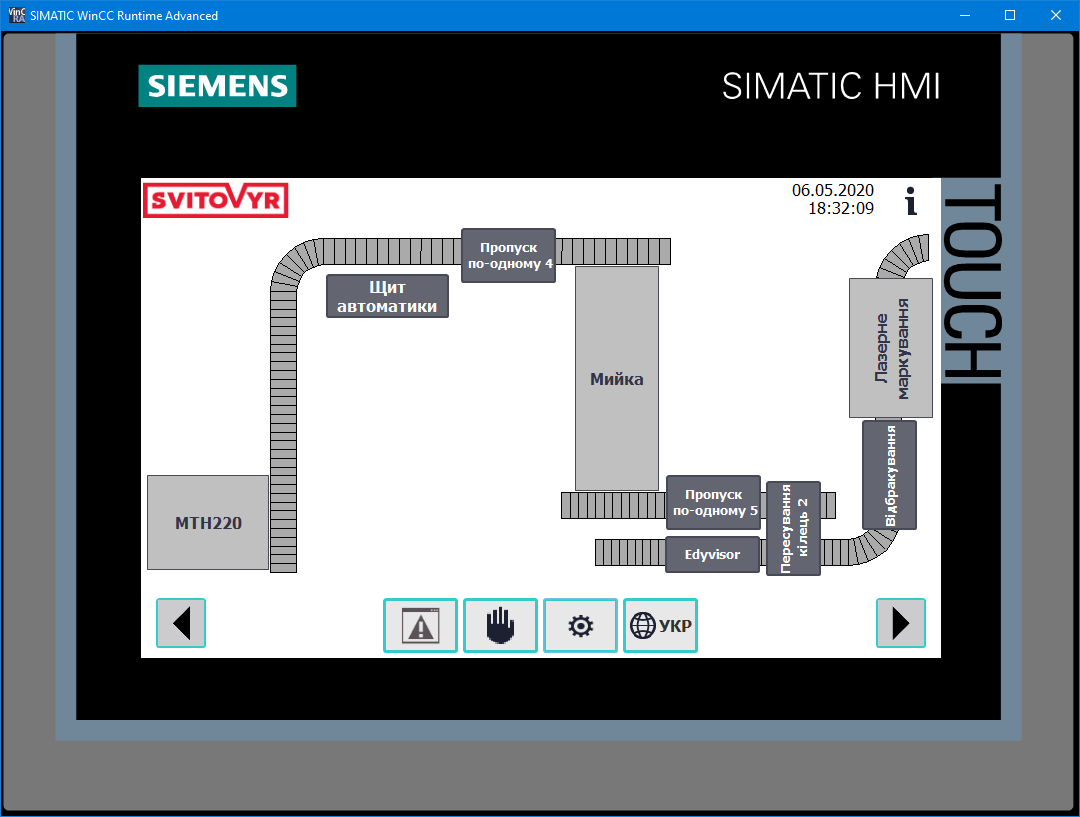
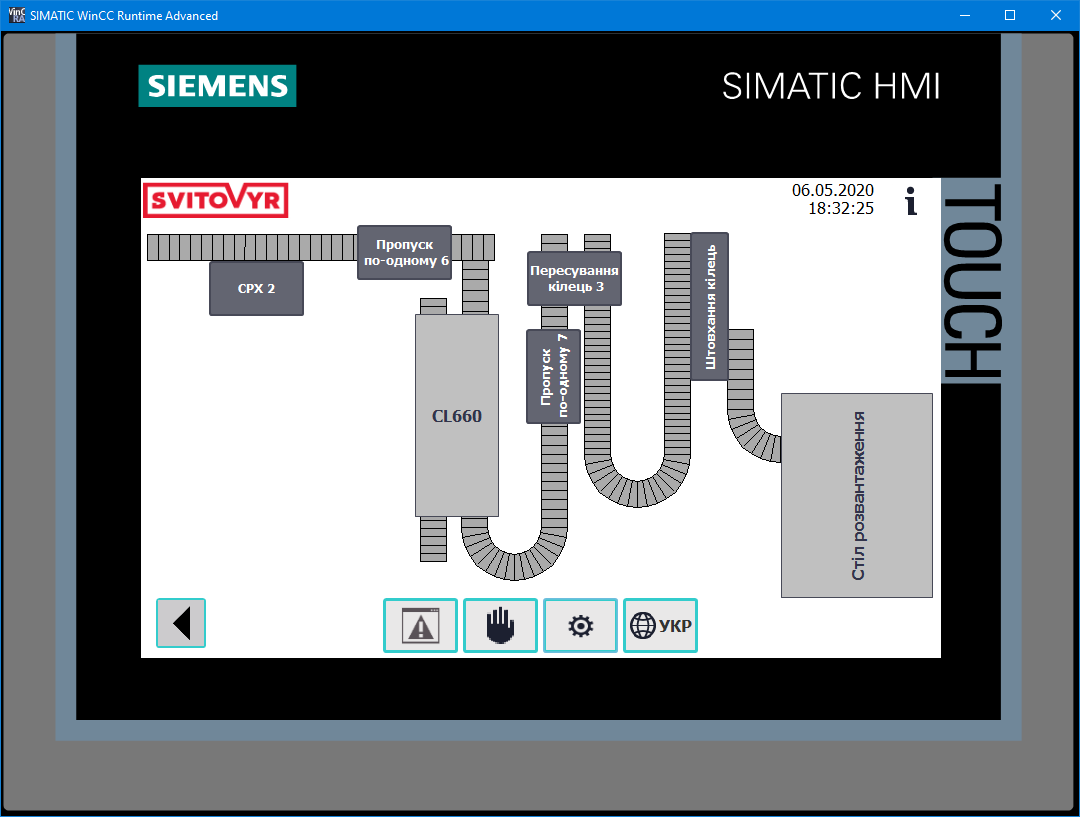
This allows you to quickly readjust the line to another type of part. All information about the system is displayed on the operator panel, which visually displays the mnemonic diagram of the system.
And also it gives the chance to monitor a condition of system (and separate mechanisms on it) and to react operatively to accident as on it it is visually visible in what part of system there was an accident.